Petit nouveau dans l'atelier : un Pi4B 8Go avec un SSD 256go qui boot sur Twister Os

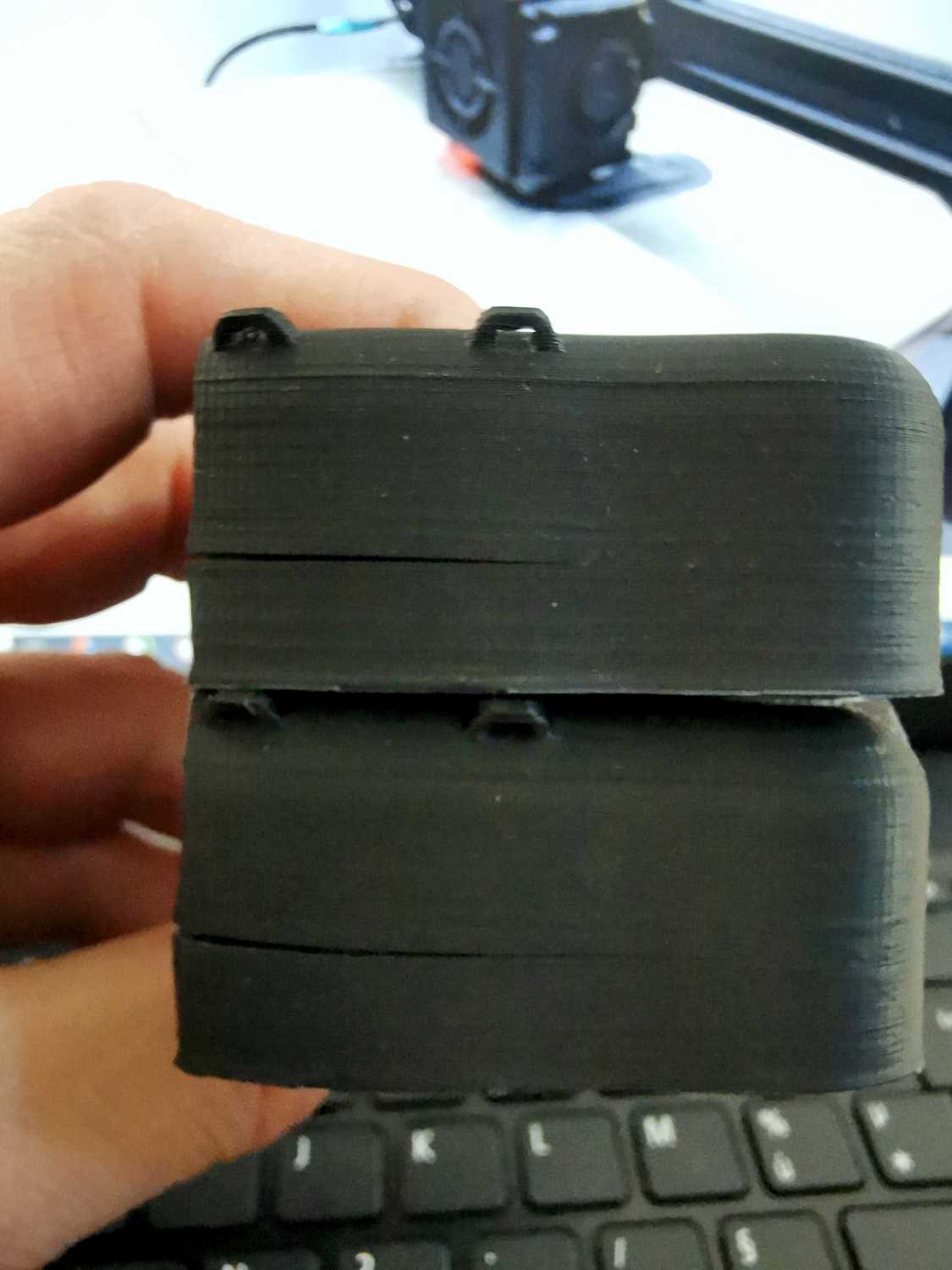
Entre temps je galère sur l'impression d'une des pièce du mod de l'afterburner voron pour le blower 5015. j'ai du délaminage et toujours au même endroit
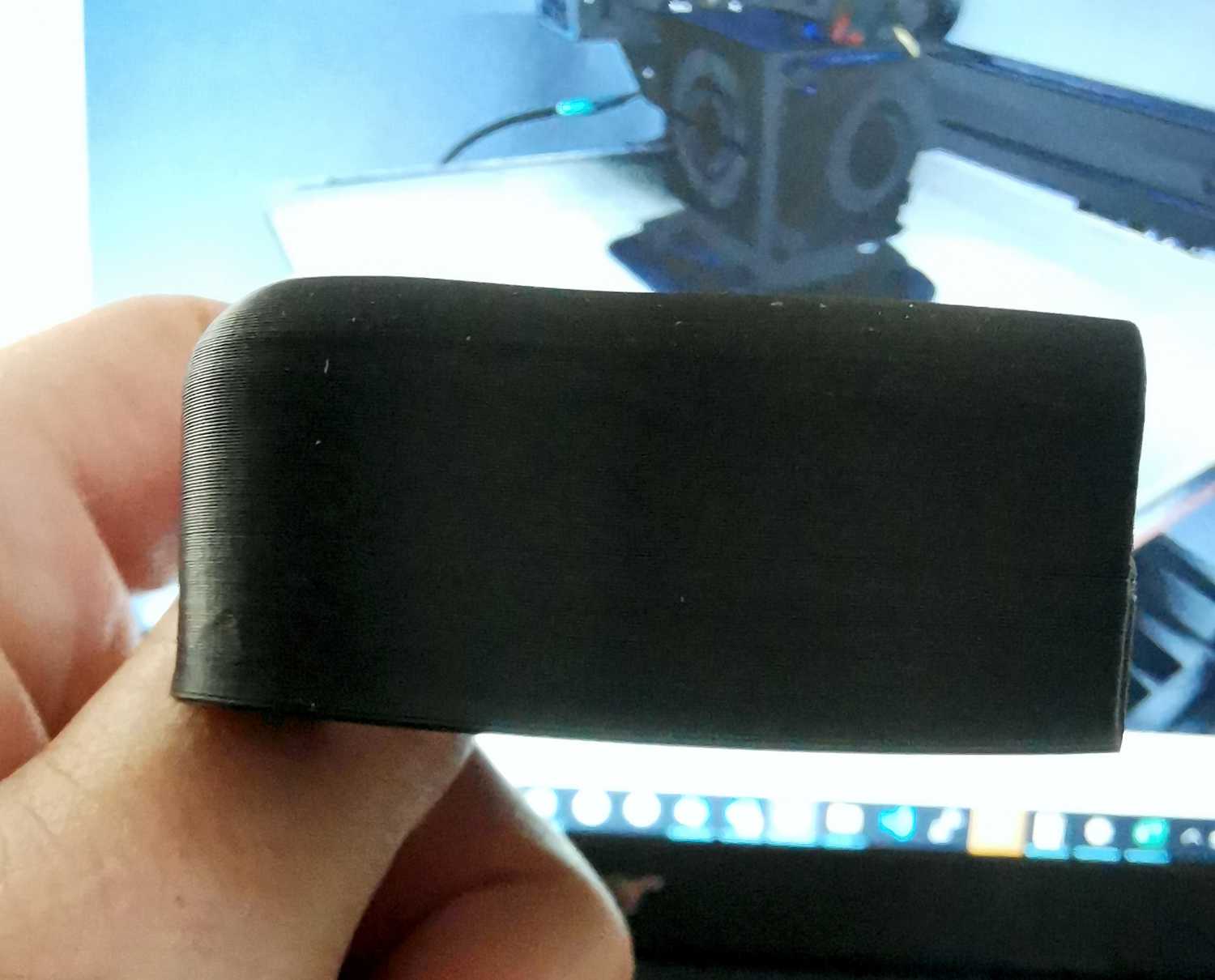
-en Sovb3D (en haut)et en sakata3D (en bas) à 50mm/s ventilation pièce à 0%

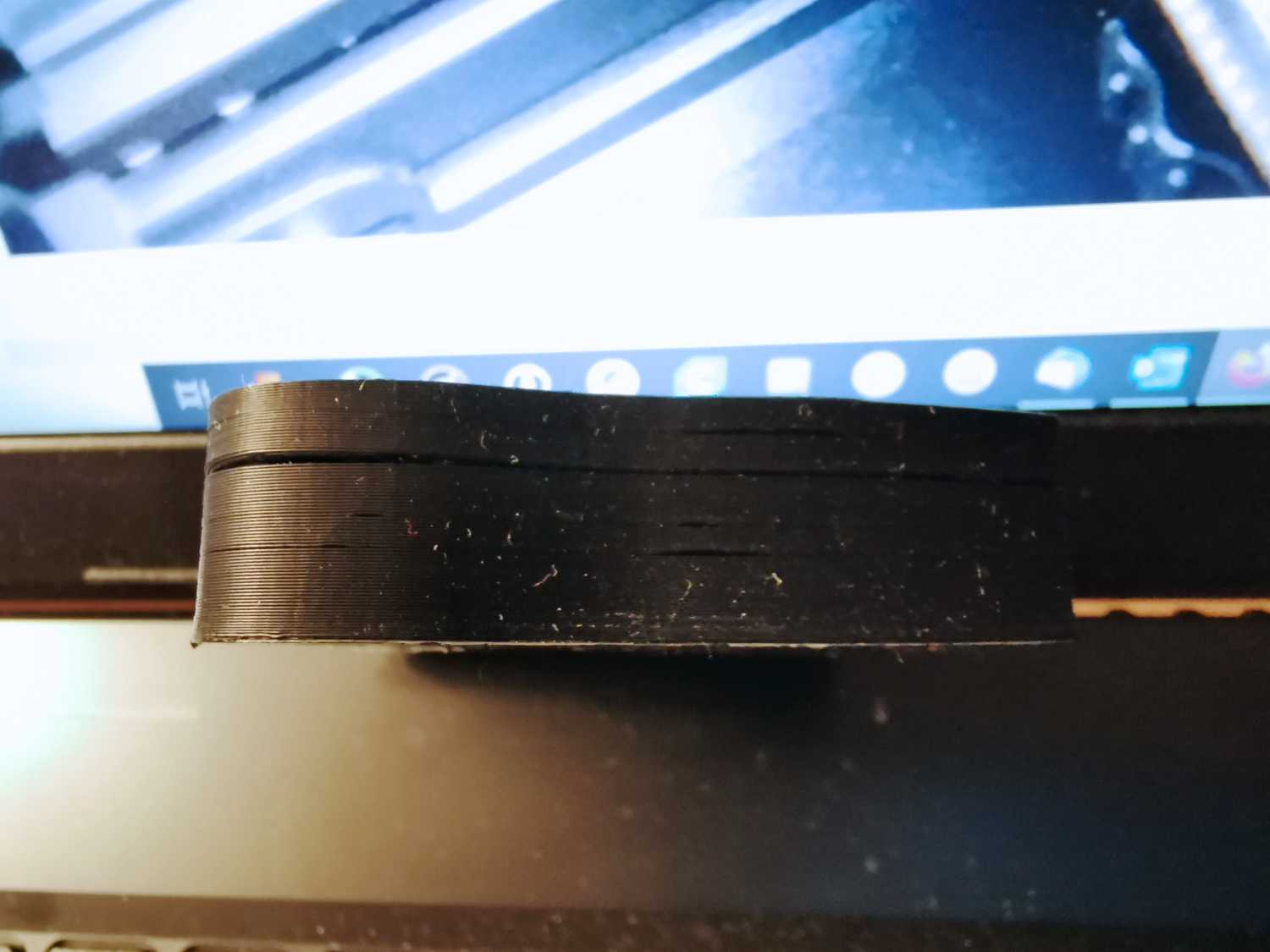
En Sovb3D à 30mm/s ventilation à 0%
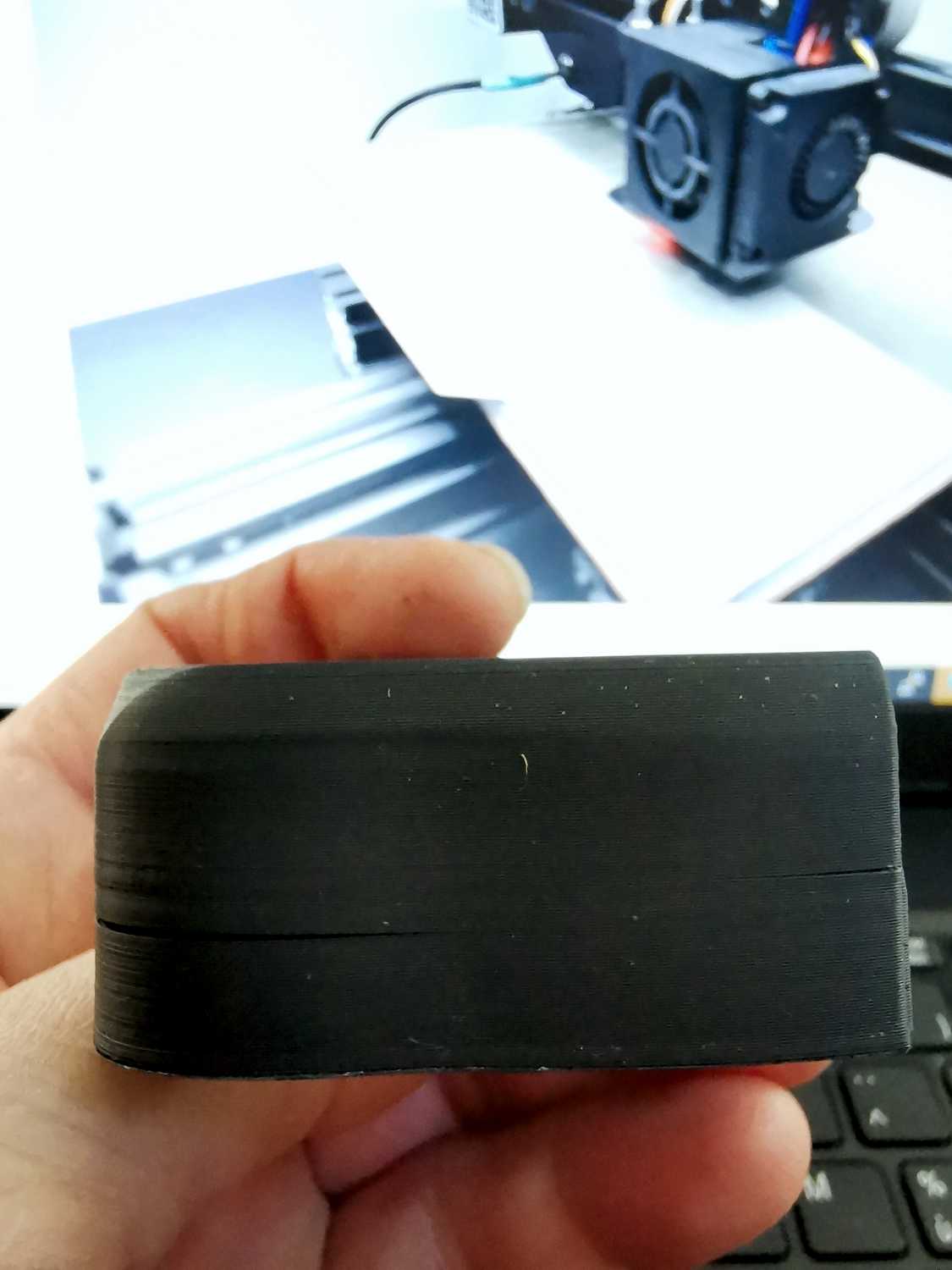

A vitesse plus basse c'est un peu mieux mais c'est toujours pas ça. J'ai relancé une impression en Optimus Abs ADH-perfect à 30mm/s 0% ventilation. Sur cette impression surtout aussi modifié la largeur de couche -0.4->0.26- parce que la pièce telle qu'elle est présente des endroit très fins. Le fait d'avoir juste deux passes sur une paroi en 0.4 par couche ne favorise pas l'adhésion. Avec 0.26 on passe à 3 voir 4 passage et on diminue les remplissage, enfin c'est que je constate quand je navigue dans les couches avec Cura. Alors je croise les doigts pour le resultat.
J ai eu la même chose en imprimant du petg et sur 2 impressions différente. Je ne sais pas si sa ne viendrais pas d un effet choc thermique. J imprimait avec 5 ou 7 ligne par parois ce qui ne favorisait pas non plus une bonne soudabilité de la matière entre couche. Je n' ai pas réessayé depuis, car c est en partis a cause de se problème que j ai commencer à vouloir modifier l imprimante. Très sympa ton mini Pc! Parcontre un SSD de 256 go tu ne y vas pas avec le dos de cuillère 😅👍
Salut loic,
Le print avec l'ADH perfect est mieux mais a échoué quand même : j'ai moins de délamination mais y en a quand même au même endroit. Je refait un essais avec prusa sclicer à 20mm/s. Y a truc qui est quand même fou pour du 30mm/s sur cura ca prend autour de 10h....alors que avec prusa à 20mm/s cela prend 5h...Cura se balade un max et ce n'est pas forcement bon si il met des plombes à repasser au même endroit sur un endroit sensible.....on verra bien.J'ai remis la bobine de Sakata abs-e mais à 250° (le max des données constructeur), toujours sans ventilation. Elle me résiste cette pièce....grrrrr ça me gonfle.....
Pour le SSD c’était autour de 34€ donc ça va .... au moins le systeme à de la place pour bouger. Il existe une version de twister OS pour pc.....je vais peut-être tenter l'installation sur un vieux portable
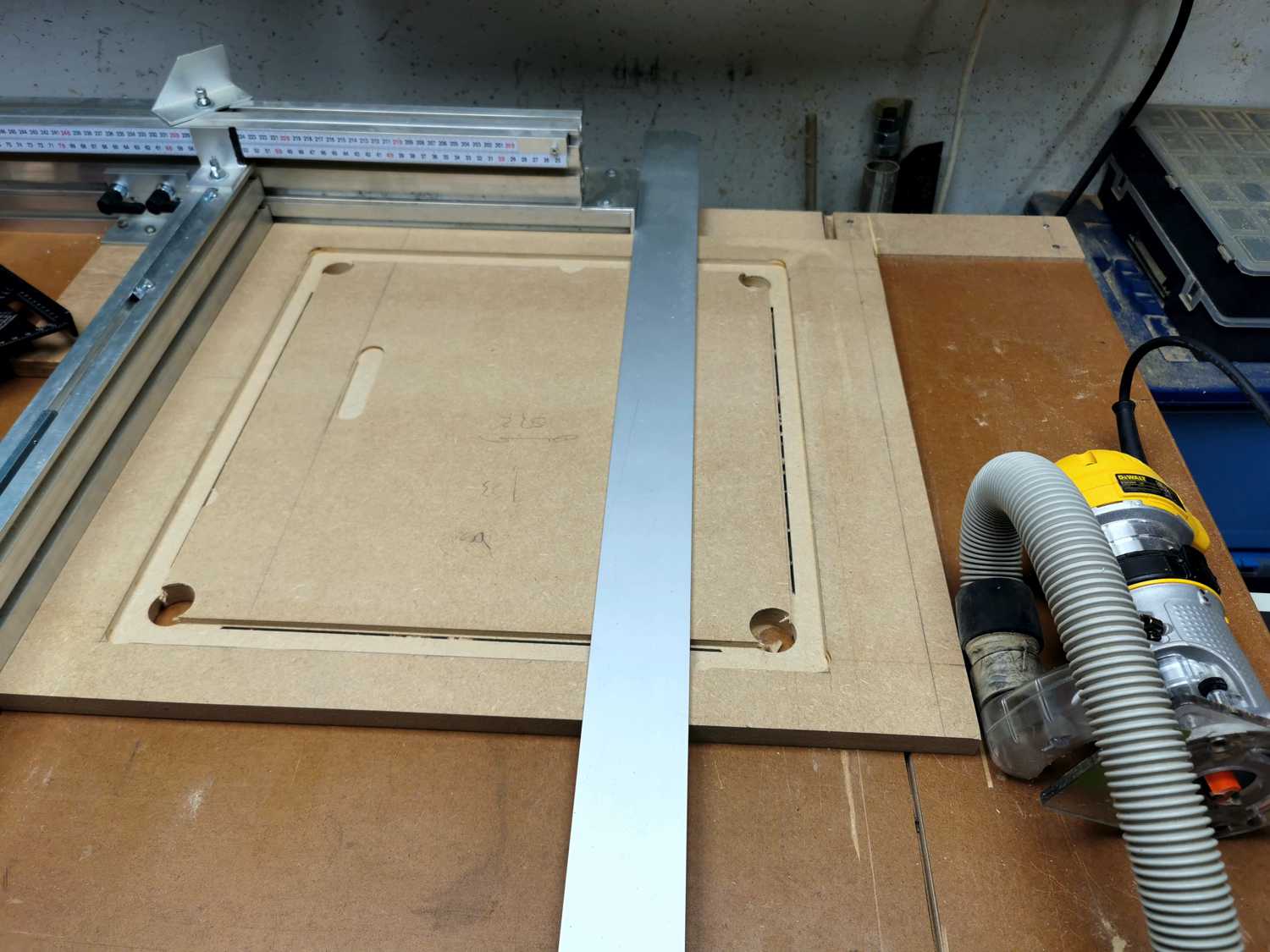
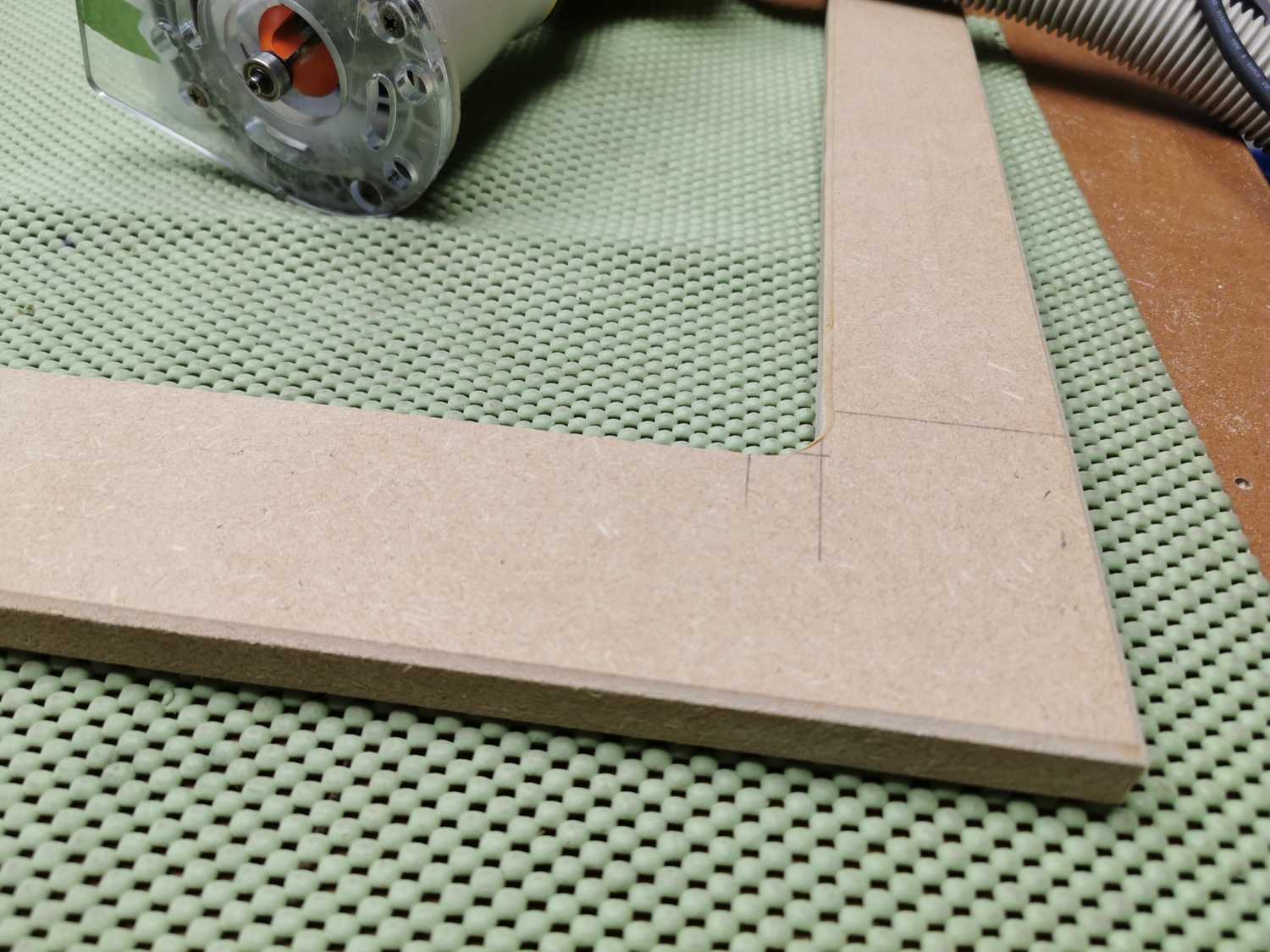
L'ender 3 tourne donc je passe à autre chose entre temps : la réalisation de la porte définitive de son compartiment fermé. Il s'agit de pratiquer l'ouverture pour la plaque de polycarbonate et une feuillure dans une planche de MDF de 18mm préalablement coupée aux bonnes dimensions
Je commence par percer en 30mm les 4 coins de l'ouverture puis je scie en plongée avec la TS55 pour rejoindre chaque perçage aux coins
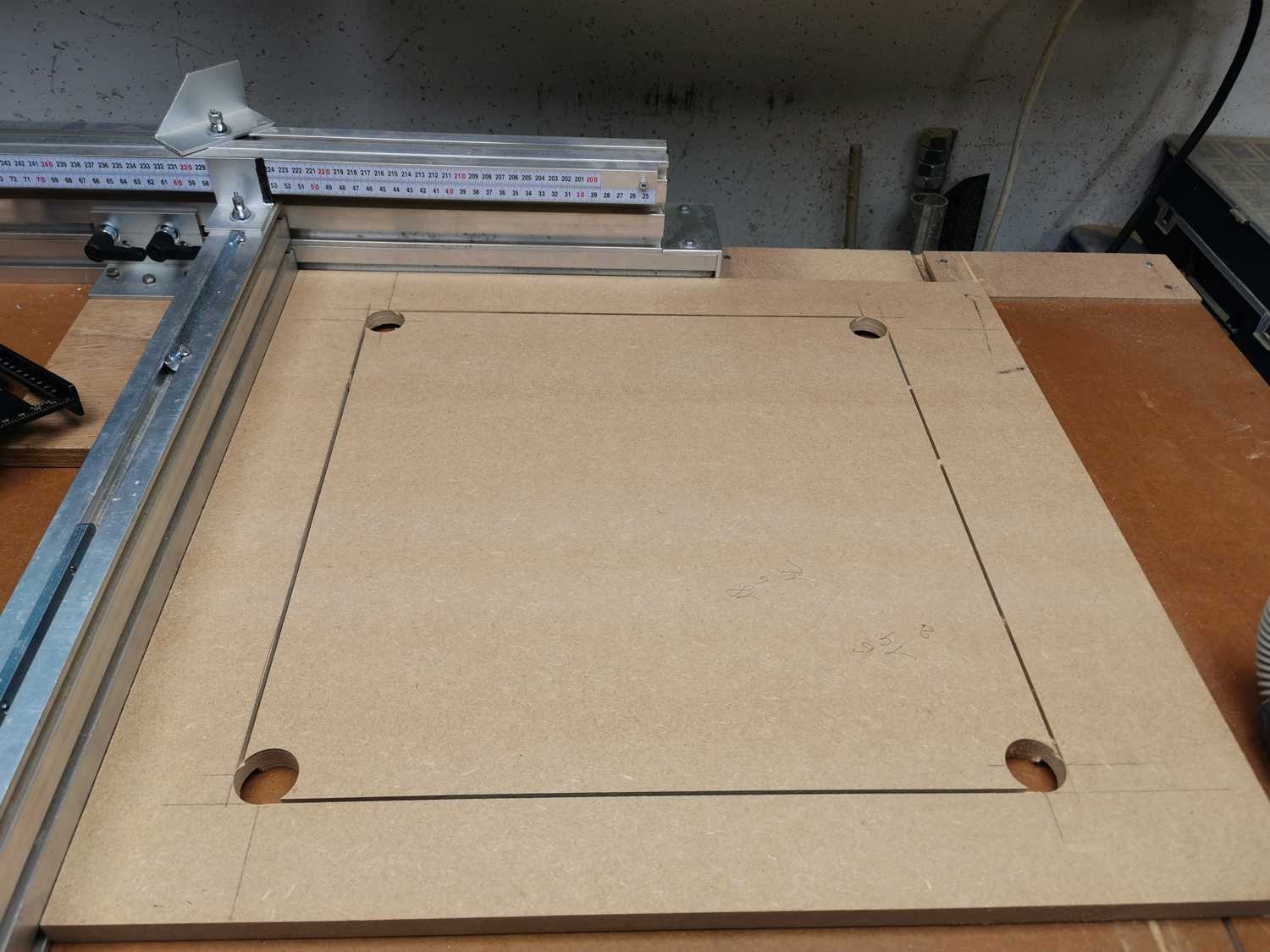
Je ne traverse pas toute l’épaisseur de la planche juste de quoi déboucher de 1mm dans la future feuillure. Lorsque je fraiserais cette dernière elle dégagera la coupe de la scie. On passe à la dite feuillure en retournant la planche
On détache le volume d’évidement à la scie japonaise (la scie circulaire avec sa lame ronde ne coupe pas jusqu'au bout)
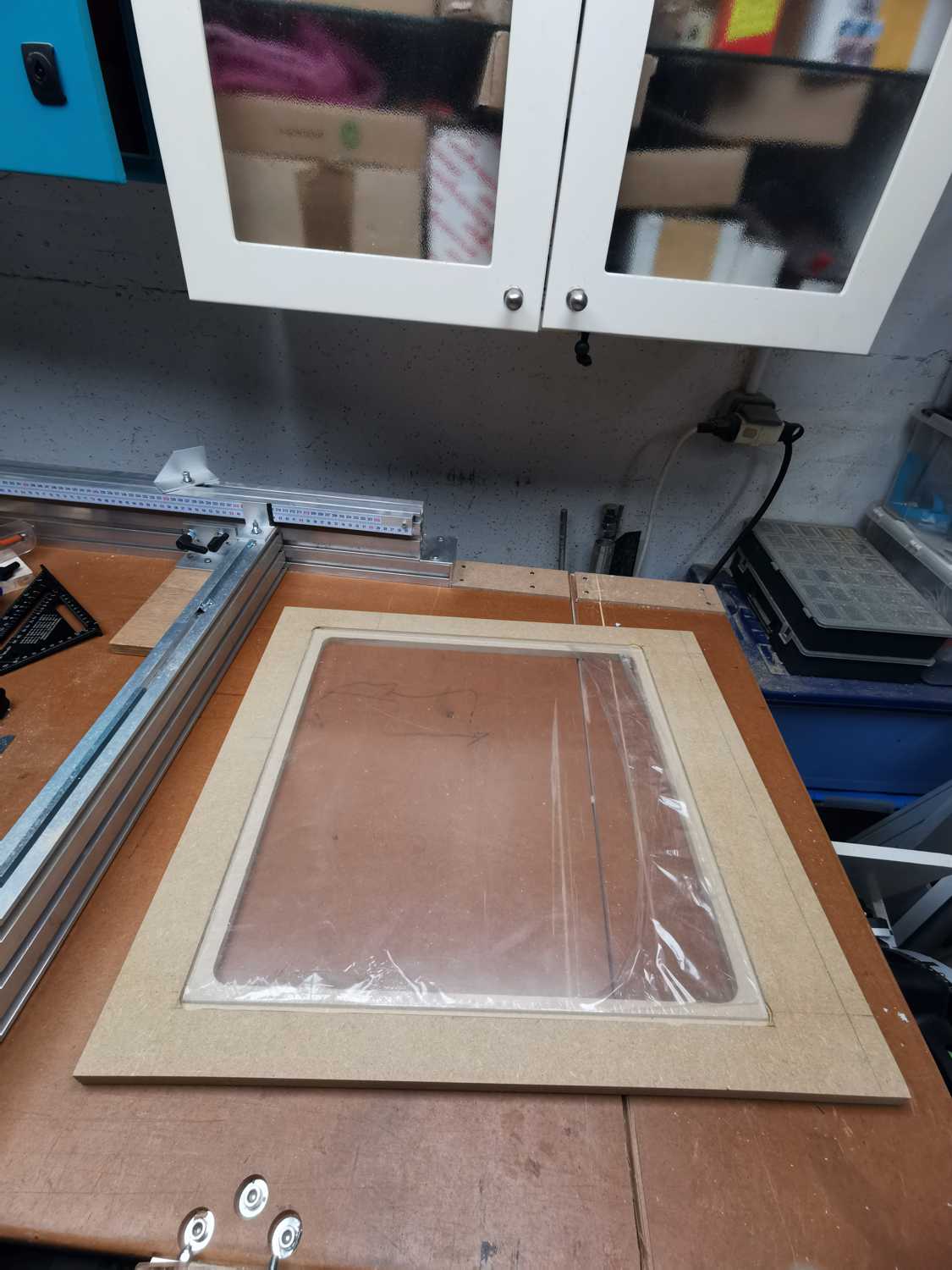
Coté extérieur :

On s'attaque à la découpe à la bonne longueur du polycarbonate

Montage a blanc

Le dernier essais de la pièce slicée avec Prusa slicer et imprimé en Sakata 3D ABS-E est sortie : la délamination a disparue mais j'ai du wrapping. Bon pour cet essais je n'avais pas mis de bordure mais juste une jupe et été un peu trop impatient pour récupérer la pièce. J'ai relancé un 6 essais avec ce même ABS sous Prusa slicer, avec bordure et en passant la largeur d'extrusion de 0.35 à 0.28. Cela rallonge l'impression de 3 heures....on croise les doigts. Sur cette pièce très merdique à sortir Le Sakata s'en sort plutôt pas mal avec un beau rendu. Un très bon filament pour moins de 19€ le kg.

On voit le wrapping sur le bas
Les SSD maintenant ne sont plus trop cher comparé à y a 10 ans.. c était surtout pour la capa 😆.
Abusé le temps de impression sous prusia.
Les encoches pour les rislants sont bien mieux que sur la va version que j ai imprimé. Ils bien plus plus gros. Beau résultat.
Festool la belle scie plongeante ? 😍.. la petite afleureuse dewalt qui va bien 🤩. Belle réalisation aussi 👍. J aime bien le polycarbonate comme verre synthétique surtout pour ses propriétés.
Beau boulot Marc.
Non Loic c'est sous cura que les temps sont abusés........la machine part en vadrouille.
La festool TS55 c'est un de mes electroportatif fétiche.Elles m'a souvent sortie de situations a la con. La dewalt est super machine j'ai les deux embases et affiche quand même 900W donc plus costaud que la makita

Depuis que j'ai celle la grande sœur la DW621 (super gestion de l"aspiration de la poussière) ne sorts plus trop. Je me suis fait une embase pour cette dernière afin de l'utiliser avec les rails festool

Pour les défonceuses je vais m'imprimer une collection de bagues de copiage.....
Bon cette fois ci (au bout du 6 ième essais) je jette l’éponge avec cette configuration de fanduct. J'ai stoppé le print en cours. Des que je mets une bordure pour contrebalancer le wrapping la tension dans la pièce fait que cela délamine toujours dans la même zone.
Petite séance d'affleureuse ce matin avec la création d'un chanfrein sur les arrêtes
J'ai aussi passé un coup de ponçage en 120 puis une première couche de vernies acrylique de fond (à haut extrait sec) sur les chants