Ender 3 Pro mutante 🇫🇷
Bon ben voilà fallait que cela arrive......je vais charcuter en profondeur mon Ender 3 Pro XS. Pour memoire c'est une ender 3 pro avec une carte même 1.1.5 silencieuse parce qu'elle est équipée de driver TMC. Cela reste une cependant une 8bits atteinte de syndrome du level shift => cela peut produire ça :

Comme la majorité des Creality son plateau n'a rien de plan ce qui peut être gênant sachant qu'une première couche est fondamentale lorsque l'on traite des matière comme l'ABS.....qui plus est elle est limitée à une surface de 235x235mm et cela commence à vraiment limiter. il est aussi tres difficile de passer les 50mm/s en vitesse d'impression. On peut aussi mentionner l'ergonomie désastreuse de la procédure de mise a jour du firmware qui est d'ailleurs très l'étroit dans la carte mère.
L'ender 3 est ce que l'on peut appeler un hit tellement elle a été vendue et est populaire. D'ailleurs les prints obtenus ont plutôt de bonne qualité. Alors me direz vous pourquoi la charcuter sachant que j'ai déjà passé quelques kilo de PLA dessus????
Effectivement j'ai délà pu sortir des prints pas trop dégeux, seulement voila j'ai aussi essuyé quelques écueils qui sur des grosses pièces sont rageant... AU chapitre des fails j'ai eu droit au bouchage de buse (plusieurs...), desserrage du coupleur sur le Z, desserrage des excentrique de réglage sur le roue des chariots.....
J'ai commencé à regarder ce qui se fait dans le commerce : Ender 5 plus, sidewinder X1, Creativity ELF pro.....mais bon a chaque fois y a un truc qui me soule quand je mets la machine en parallèle avec ma petite experience sur l'Ender 3. J'ai d'abord cherché à faire évoluer cette dernière même en capacité d'impression mais au fil de mes pérégrinations sur le net je suis tombé sur une machine "DIY3 et là j'ai littéralement Flashé. Pour planter le décor je cherchais une core XY avec un plateau de 350x350mm sur autant en hauteur. Alors l'objet de coup de foudre? => la Voron 2.4. Je ne vais pas vous faire ici un détaillé de cette bécane mais elle reste en arrière plan puisqu'elle va motiver les modifications de l'ender 3. En effet la construction de la voron comporte un volet impression 3D de pièces en ABS
Donc voilà mon cahier des charges pour la mutation de l'ender 3
- un bed plan me permettant une température jusqu’à 120°
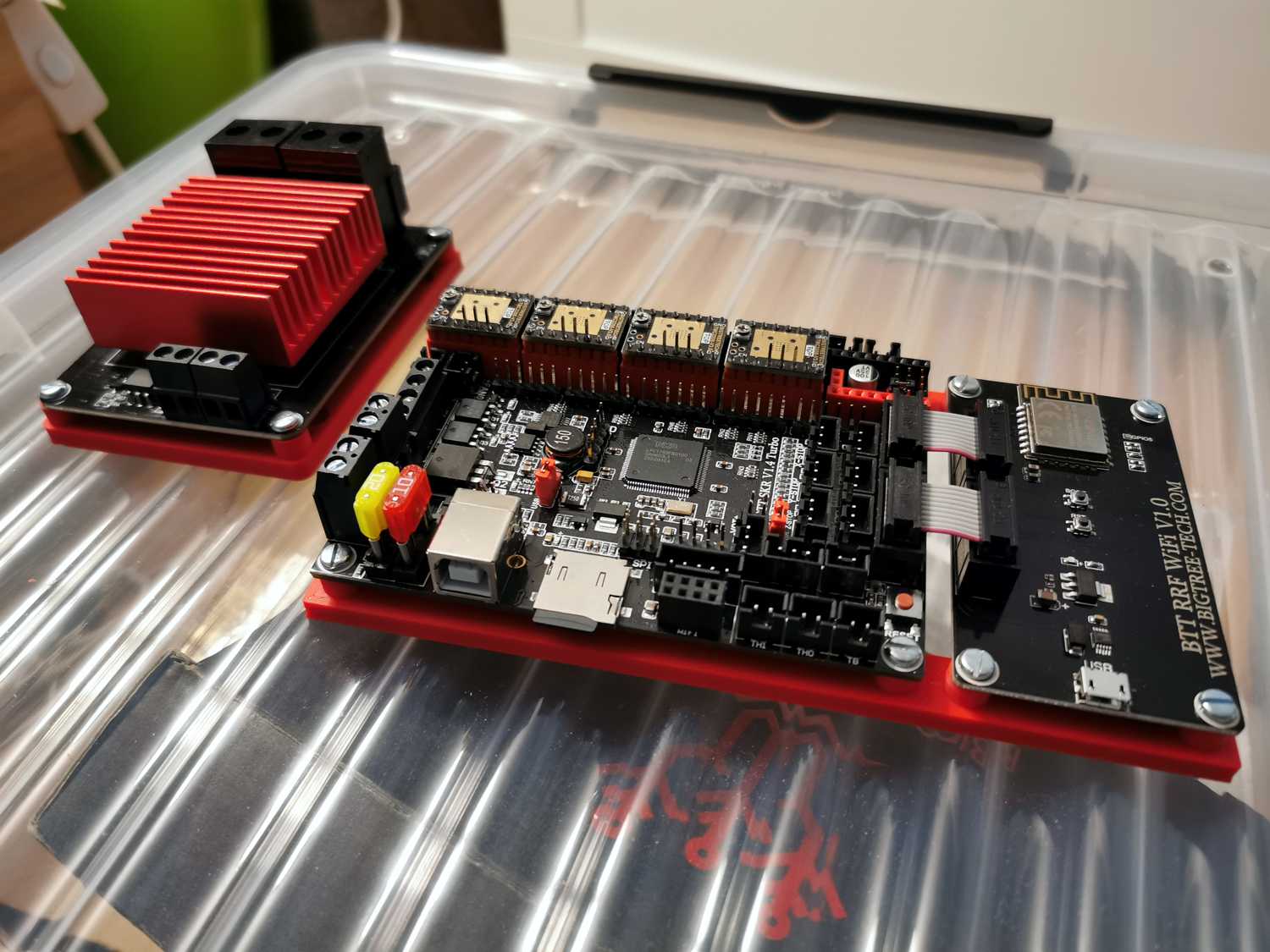
- équipé la machine d'une nouvelle carte mère en 32bits dont les mises à jour et la configuration ne relève pas de la séance de spiritisme quand comme moi on ne maitrise pas le codage C++
- fiabiliser le guidage
- symétriser le mouvement du Z dans un premier temps et passer à une cinématiques XZ plus tard
- faire évoluer l'extrusion : mécanisme et hotend
Mon ender 3 est en place dans meuble colonne de ma fabrication que je vais facilement pouvoir fermer pour constituer une enceinte close. C'est conseillé pour imprimer de l'ABS, sachant que la chaleur d'une enceinte close et l'absence de courant d'air favorise une bonne adhésion inter-couches donc éviter le délaminage. Électronique et chaleur ne faisant pas bon ménage il va falloir traiter ce soucis
Faire muter l'ender 3 va se faire un peu au détriment de la TopCNC mais j'en ai ma claque de "subir" des fails lors des impressions. Quand ce sont des petites pièces cela peut encore passer....mais sur des pièces qui prennent deux jours cela me gave pour le temps perdu ainsi que la matière gâchée. Les trucs et astuces courantes on été essayés avec plus ou moins de bonheur et tout en employant des filaments de qualité.....bref je ne peux plus continuer comme cela....
La dernière pièce pour la nouvelle tête d'extrusion est sortie de l'imprimante. Encore un peu de nettoyage pour éliminer les derniers petits fils parasites

Mes deux supports pour l'externalisation de l’électronique sont prêts :
Dans la serie on continue de faire mumuse :
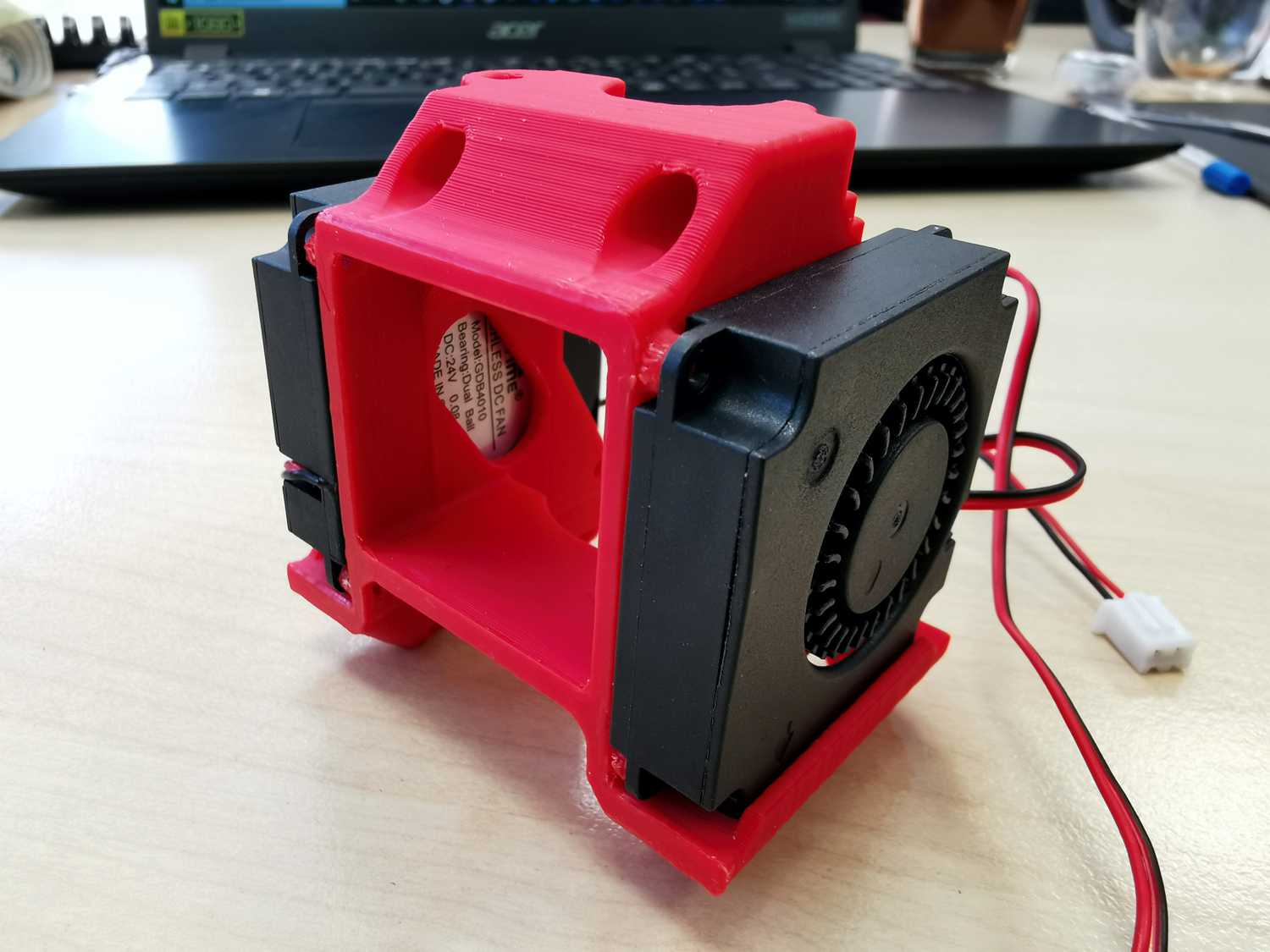
- J'ai reçu les blower 4010 pour le montage sur l'ender 3
- et dans la série on continue de préparer la suite en peaufinant l'impression des pièces en ABS : Voron Afterburner en goguette


Le blower doit subir une cure de chirurgie esthétique pour être mis en place : dé-capotage et découpe du carter

Le 30x30x10 en place

Pas d'avancées avant un moment sur le sujet et par conséquent sur celui de la topcnc héritage. Pourquoi donc???? Ben l'Ender 3 est en rade une fois de plus et cette fois-ci de manière sérieuse. Le hotend au niveau buse c'est bouché en impression ABS. La matière est remonté pour se coller entre le heat bloc et le tube PTFE....bref c'est direction poubelle. Pour pouvoir remettre en route il faut donc le remplacer......mais hors de question d'y remettre le même raz le bol.
J'ai bien le redlizard en stock mais je veux le garder pour le projet suivant. Je me suis donc mis à la recherche d'un Hotend avec un heatbreak (rupture thermique entre le bloc de chauffe et la zone froide. Le heatbreak sert à isoler et localiser la zone ou le filament est en fusion) full métal (exit le PTFE dans cette zone). Pourquoi Full metal me direz vous ? De un pour éviter les problèmes de bouchage à la jonction buse-PTFE et parce que j'imprime des matériaux nécessitant des températures plus élevées 250° voir plus températures auxquelles le PTFE se dégrade fortement. Seulement voilà les heatbeak full métal ne produisent pas une séparation zone chaude - zone froide suffisamment performante. Pour des filaments type ABS/ASA/.....cela ne pose pas de soucis mais pour le PLA et sa temperature de fusion ce n'est pas bon et provoque là aussi du clogging mais dans la zone cessée être froide.La parade à tout ceci est de s'équiper d'un heatbreak bi-métal de qualité qui limité la transmission de la chaleur vers la partie froide. En y collant un une bonne ventilation de dissipateur. Le pla ne semble plus poser de soucis. Ces heat break sont constitués de partie cuivre dans la partie qui se place dans le dissipateur qui favorise l’évacuation de la chaleur par ce dernier, et d'un tube fin en acier à faible conduction de chaleur enchâssé dedans dans la partie cuivre. ainsi dans un premier temps on limité la remonté de chaleur dans la partie haute et cette chal;eur qui remonte quand même est évacuée facilement grâce au à la partie cuivre.

Dans un premier temps j'ai commandé un Hotend complet basé sur le même principe compatible avec le chariot X de l'ender 3
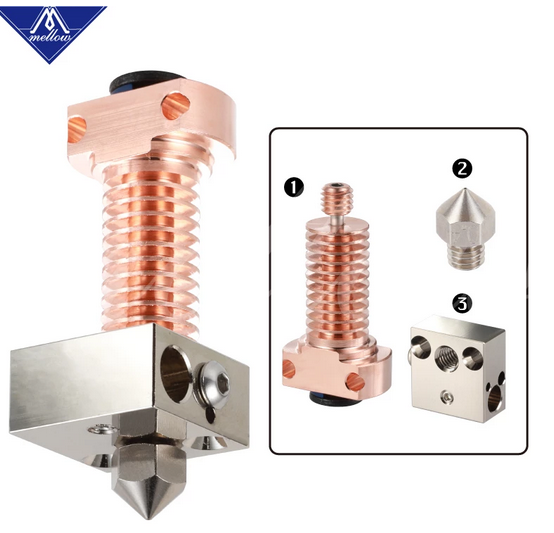
Il y en a pour une quarantaine d'euro dans cette version qui dispose d'une buse en cuivre plaquée en nickel et d'un heatblock fait de la même matière. Cet équipement doit pouvoir atteindre des températures de 450°. Ce n'est pas mon intention mais le fait d'avoir des éléments en cuivre permet une bonne homogénéisation et le maintient de la chaleur dans toute la partie chaude donc meilleur fusion.
Pour installé ce hotend je vais changer la cartouche chauffante mais aussi la thermistance. Je passe de la B3950 d'origine à une 104GT-2 plus précise. Pour faire les chose bien je vais devoir faire un calibrage du PID vu que je change Hotend/buse/thermistance. Et tant que j'y suis je vais mettre en place mon nouveau plateau chauffant et refaire le PID pour ce dernier aussi. Faire cela sur la carte mère d'origine en 8 bits c'est casse pieds, donc je vais en profiter pour faire le changement de carte mère.
Donc y a un peu de boulot. En attendant le hotend je mène ma petite enquête sur les différentes types et qualités de filaments sur le marché, ainsi que leurs propriétés. Je louche du côté des Nylon-carbon.
J'attends toujours mon extruder Orbiter 1.5 pour remplacer celui d'origine en plastique qui est disons......assez moyen....je pense aussi finalement monter l'afterburner (combo hotend extruder en direct drive ) de voron sur l'Ender 3
Une autre bidouille très utile pour ceux qui utilisent des buses différentes (fonction du filament imprimé) : une clé pour vissage de buse a couple fixe imprimable. L'avantage premier étant de se limiter au couple de serrage de la clé et non pas au couple de serrage du bourrin (Moi en l’occurrence) qui se sert de la petite clé daubesque livrée avec la machine ou un nouveau Hotend. Ensuite on a une meilleur tenue de la buse qui est prise sur tout ces faces donc moins de chance de déraper et d'abimer quelque chose. Pour moi c'est vraiment un indispensable

Le puzzle continue de se mettre en place
- réception du nouvel extruder pour assurer le direct drive : un orbiter 1.5. C'est tout riki et super légé pour un combo extruder/stepper


Je vais devoir faire du cablâge a base de jst xh et molex microfit. j'ai creuser un moment et bon nombre des pince a cliket avec pince SN-28 donne des résultats pourris. J'ai donc commandé un peu trop vite une pince à sertir qui remporte beaucoup de suffrage mais qui coute un bras ou presque : l'Engineer PA-09

Superbe qualité......alors pourquoi ai-je écrit un peu trop vite : simplement parce que mes recherches ne m'ont pas mené vers une autre série de pinces qui marche aussi bien voir mieux que la PA-09 pour le 1/4 du prix. Il s'agit des pinces IWISS 2820M / 3220 et IWISS 2412M. J'ai aussi une pince a dénuder manuelle pour les petits diamètres de câble (20-30awg : Pro'skit sur Aliexpress). Pour ces diamètres dénuder au cutter est l'assurance de faire un massacre. Cet outillage me servira dans plusieurs de mes autres projet DIY tels que l'audio et l'aquariophilie où ce type de connecteur est bien utile
Le facteur vient de passer :



Commandé y a une semaine sur ebay dans une boutique allemande qui vend des article de Mellow (Aliexpress). Mellow avec Trianglelabs fait partie de ces boutiques qui vendent des article de qualité et ont bonne réputation depuis un moment.
Pour la boutique ebay c'est ici : https://www.ebay.fr/usr/meltbro. N'hesitez pas du Mellow sans les delais de chine......
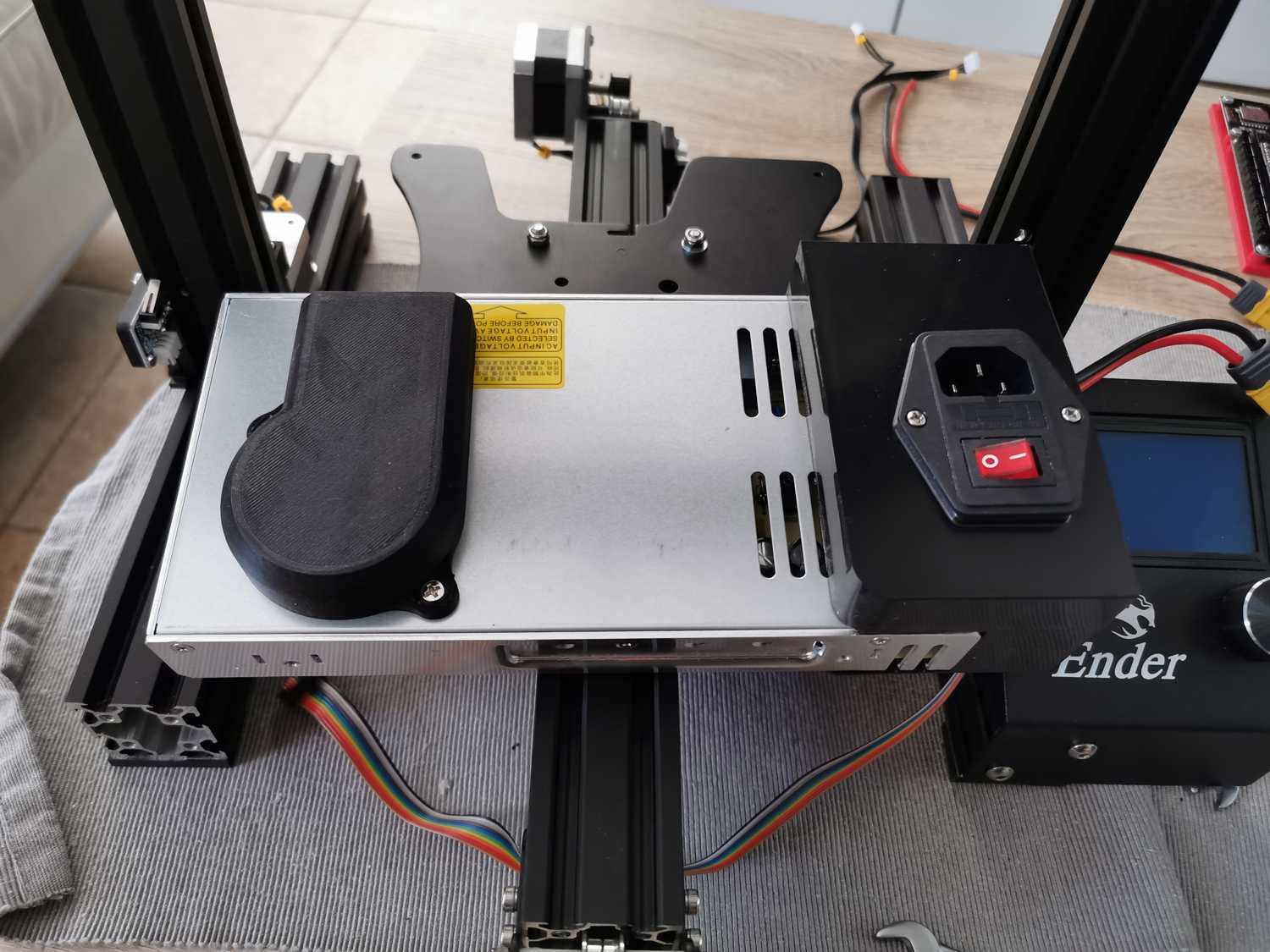
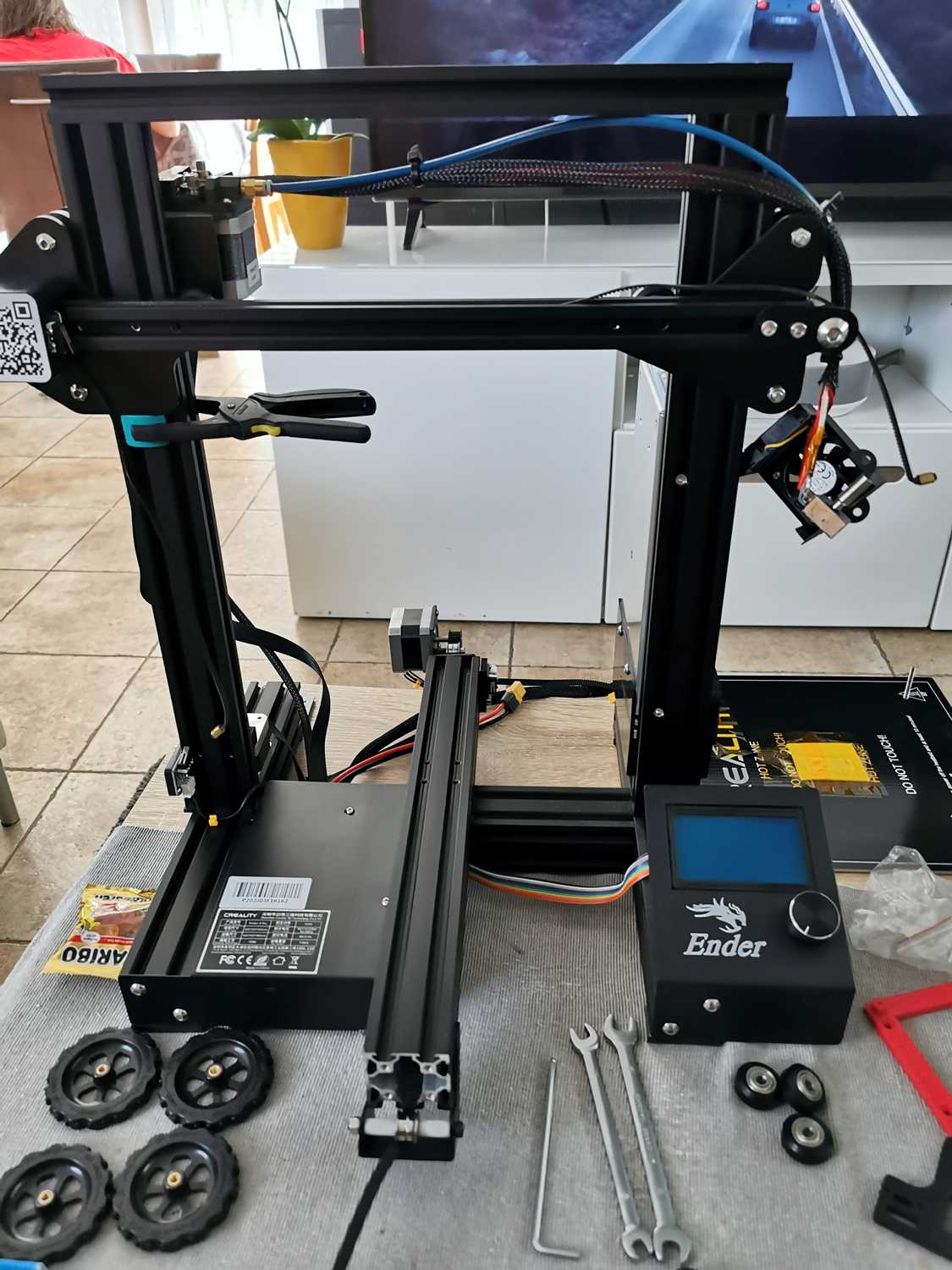
Cet aprem j'ai pris mon courage à deux mains et mis mon Ender 3 les tripes à l'air. Le fond du problème à traiter est un bouchage dans les règle et définitif du Hotend qui va finir à la poubelle. De là j'en profite pour effectuer les changements déjà énoncés : Bed complet (plateau, pad chauffant, tampons en silicone pour la mise à niveau, changement de carte mère et de type de firmware (Reprap firmware 3). Je vais aussi en profiter pour changer les roues sur le Y et sur le X pour des Iglidur de chez Trianglelab. Il va s'en suivre un deport de l'électronique dans un compartiment séparé de "l'enceinte chaude".
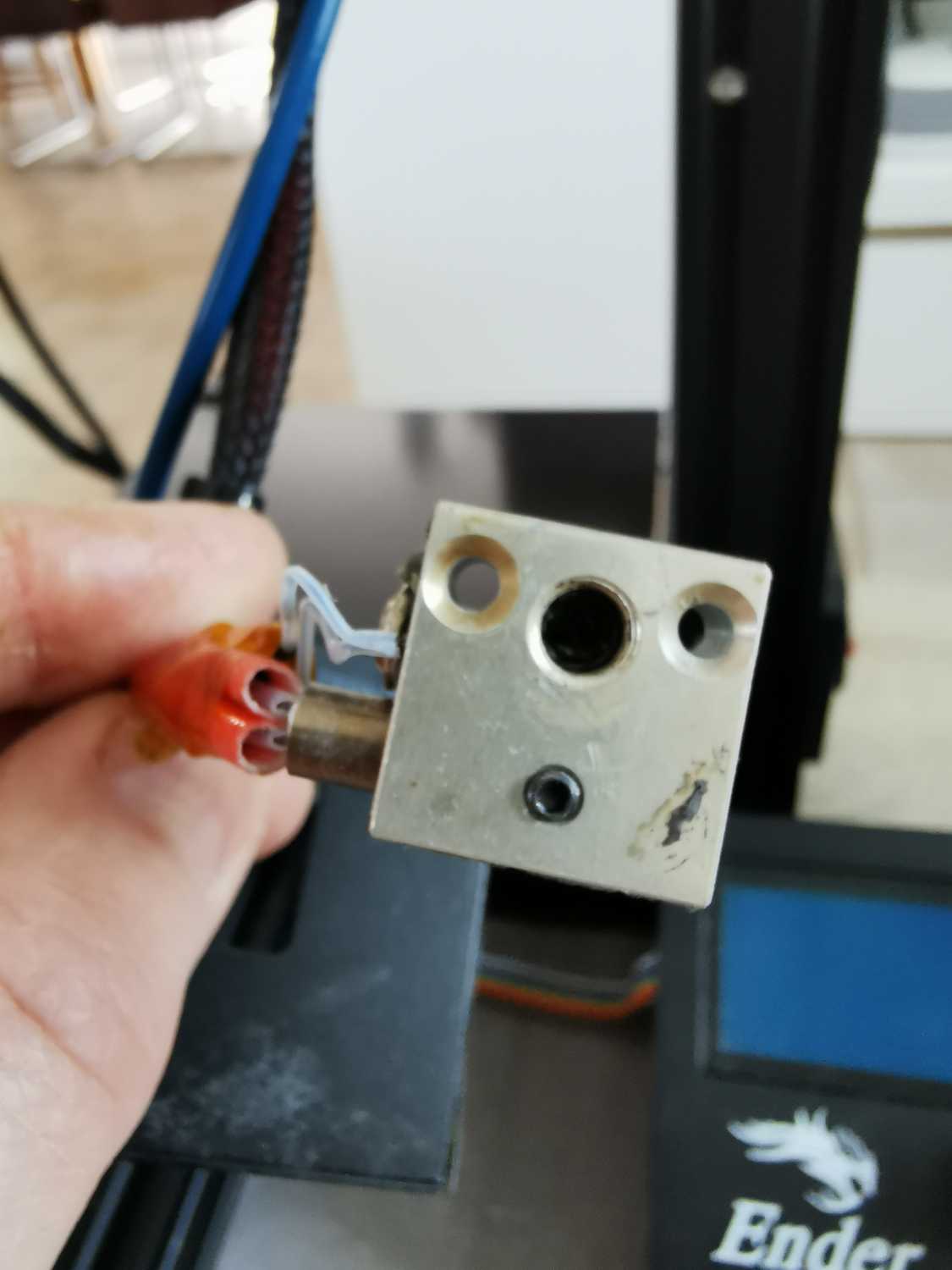
Le fameux coupable :

L'abs ne pouvant plus être extruder par la buse sous la pression de l'extrudeur prends un autre chemin....celui de l'interface bloc de chauffe / heatbreak
Début de la mise à poil....