Ender 3 Pro mutante 🇫🇷
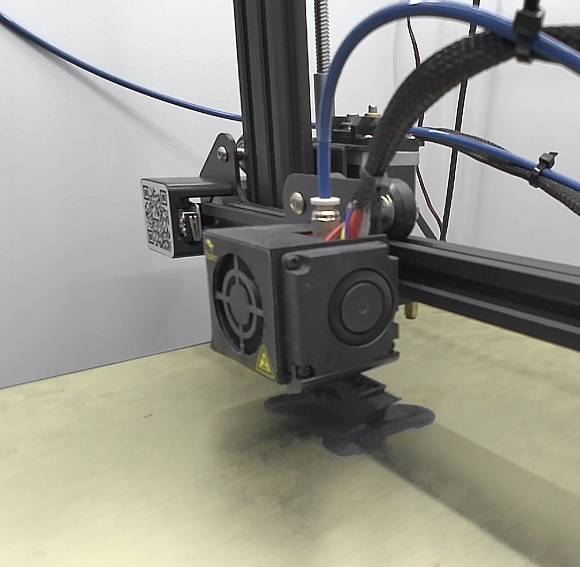
Bon ben voilà fallait que cela arrive......je vais charcuter en profondeur mon Ender 3 Pro XS. Pour memoire c'est une ender 3 pro avec une carte même 1.1.5 silencieuse parce qu'elle est équipée de driver TMC. Cela reste une cependant une 8bits atteinte de syndrome du level shift => cela peut produire ça :

Comme la majorité des Creality son plateau n'a rien de plan ce qui peut être gênant sachant qu'une première couche est fondamentale lorsque l'on traite des matière comme l'ABS.....qui plus est elle est limitée à une surface de 235x235mm et cela commence à vraiment limiter. il est aussi tres difficile de passer les 50mm/s en vitesse d'impression. On peut aussi mentionner l'ergonomie désastreuse de la procédure de mise a jour du firmware qui est d'ailleurs très l'étroit dans la carte mère.
L'ender 3 est ce que l'on peut appeler un hit tellement elle a été vendue et est populaire. D'ailleurs les prints obtenus ont plutôt de bonne qualité. Alors me direz vous pourquoi la charcuter sachant que j'ai déjà passé quelques kilo de PLA dessus????
Effectivement j'ai délà pu sortir des prints pas trop dégeux, seulement voila j'ai aussi essuyé quelques écueils qui sur des grosses pièces sont rageant... AU chapitre des fails j'ai eu droit au bouchage de buse (plusieurs...), desserrage du coupleur sur le Z, desserrage des excentrique de réglage sur le roue des chariots.....
J'ai commencé à regarder ce qui se fait dans le commerce : Ender 5 plus, sidewinder X1, Creativity ELF pro.....mais bon a chaque fois y a un truc qui me soule quand je mets la machine en parallèle avec ma petite experience sur l'Ender 3. J'ai d'abord cherché à faire évoluer cette dernière même en capacité d'impression mais au fil de mes pérégrinations sur le net je suis tombé sur une machine "DIY3 et là j'ai littéralement Flashé. Pour planter le décor je cherchais une core XY avec un plateau de 350x350mm sur autant en hauteur. Alors l'objet de coup de foudre? => la Voron 2.4. Je ne vais pas vous faire ici un détaillé de cette bécane mais elle reste en arrière plan puisqu'elle va motiver les modifications de l'ender 3. En effet la construction de la voron comporte un volet impression 3D de pièces en ABS
Donc voilà mon cahier des charges pour la mutation de l'ender 3
- un bed plan me permettant une température jusqu’à 120°
- équipé la machine d'une nouvelle carte mère en 32bits dont les mises à jour et la configuration ne relève pas de la séance de spiritisme quand comme moi on ne maitrise pas le codage C++
- fiabiliser le guidage
- symétriser le mouvement du Z dans un premier temps et passer à une cinématiques XZ plus tard
- faire évoluer l'extrusion : mécanisme et hotend
Mon ender 3 est en place dans meuble colonne de ma fabrication que je vais facilement pouvoir fermer pour constituer une enceinte close. C'est conseillé pour imprimer de l'ABS, sachant que la chaleur d'une enceinte close et l'absence de courant d'air favorise une bonne adhésion inter-couches donc éviter le délaminage. Électronique et chaleur ne faisant pas bon ménage il va falloir traiter ce soucis
Faire muter l'ender 3 va se faire un peu au détriment de la TopCNC mais j'en ai ma claque de "subir" des fails lors des impressions. Quand ce sont des petites pièces cela peut encore passer....mais sur des pièces qui prennent deux jours cela me gave pour le temps perdu ainsi que la matière gâchée. Les trucs et astuces courantes on été essayés avec plus ou moins de bonheur et tout en employant des filaments de qualité.....bref je ne peux plus continuer comme cela....
Ca y est je me suis lancé avec l'abs....ben c'est la merde.....avec le buildtack creality pas moyen que cela adhère y compris plateau poussé à 110° et avec de la 3Dlack....donc j'ai sortis la plaque de tole ressort avec le PEI que je voulais dédier au plateau alu de 6mm qui va suivre.

Et là y a pas photo.....
Pour ceux que cela intéresse le liens vers la tôle et le PEI pré-appliqué : https://fr.aliexpress.com/item/4001038651890.html?spm=a2g0w.12010612.0.0.765c31673B0LBK&gps-id=pcStoreJustForYou&scm=1007.23125.137358.0&scm_id=1007.23125.137358.0&scm-url=1007.23125.137358.0&pvid=91dee4dd-60dc-490b-beb0-9b67d3509748 . On trouve dans la boutique le combo avec le caoutchouc magnétique à appliquer sur un plateau alu neuf ou en lieu et place de celui existant. Energtics garantis sont support magnétique jusqu'à 140°, ce qui n'est pas le cas de celui d'origine
Pour le fun mon enceinte close provisoire : juste une plaque de polycharbonate appliquée en façade de ma colonne et l'ender est à l'abris des courant d'air et au chaud

La tour de température (235 en bas 260 en haut) sur base d'abs Sovb 3D

Le plateau est à 110°, et l'adhérence sur le PEI est très bonne. J'avais mis un peu de 3D lack mais que je réserverais peut-être pour des grandes pièces en abs parce que là avec la bordure ce n'est clairement pas nécessaire.
On constate du délaminage à droite pour la température de 235°


Les portion qui pendent sont celles dans le vide ce qui me parait normal mais dès la 3e couche pas de soucis.....

La première pièce en ABS est bien de prime à bord...


Seulement voila il y a des fragilités....

J'ai remis à imprimer en imprimant en 0.12 avec une ventilation réduite de 30 à 10%. la température interne de l'enceinte de l'imprimante est à 42°. Donc à voir. Il n'y a aucun problème (délamination ou autre....) ailleurs sur la pièce. Il se peut aussi que la conception doivent reprise pour renforcer ces endroits
Impression en cours, j'ai le direct live sur le pc sous cura grâce à octopi :

La nouvelle pièce avec les nouveaux paramètres (0.12 de douche, remplissage 100% gyroïde, 250°/100°, 10% ventilation, juste une jupe)


La suite .....en rouge....
De quoi virer les ressort raplapla pour le nouveau bed....

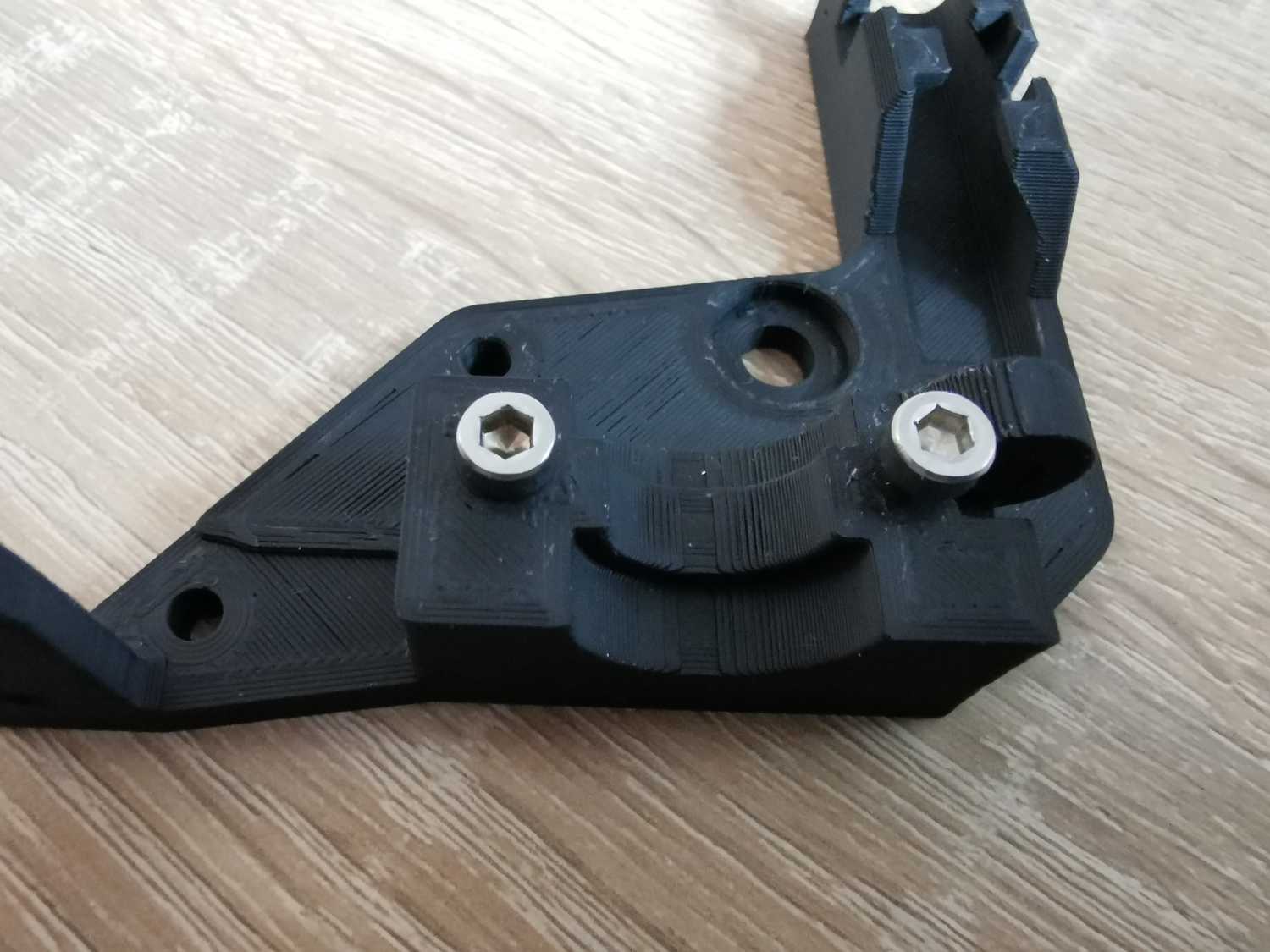
La pièce suivante en ABS rouge n'est vraiment pas une grande réussite : fragile et avec des fissures :

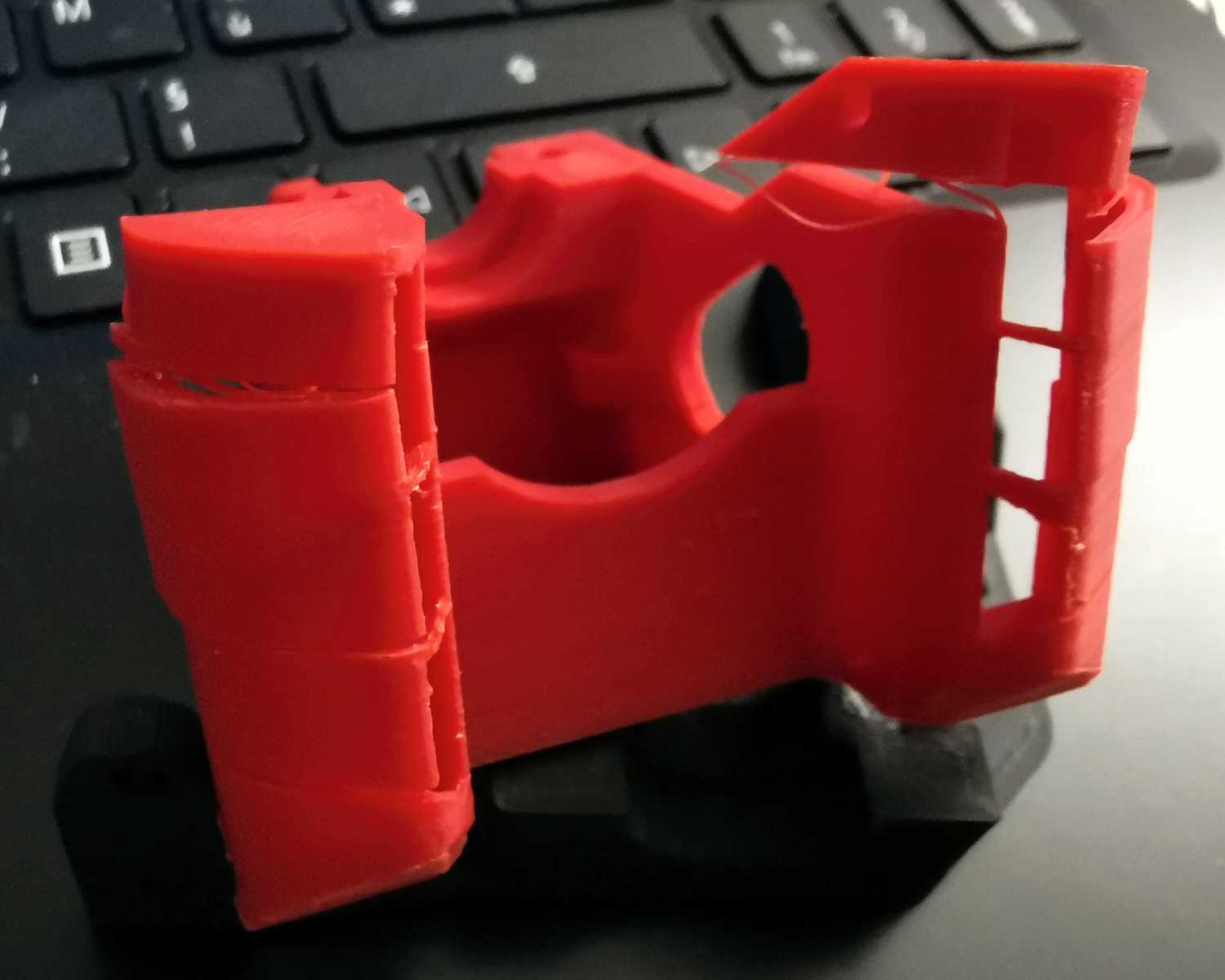


Impression ABS rouge round 2 :
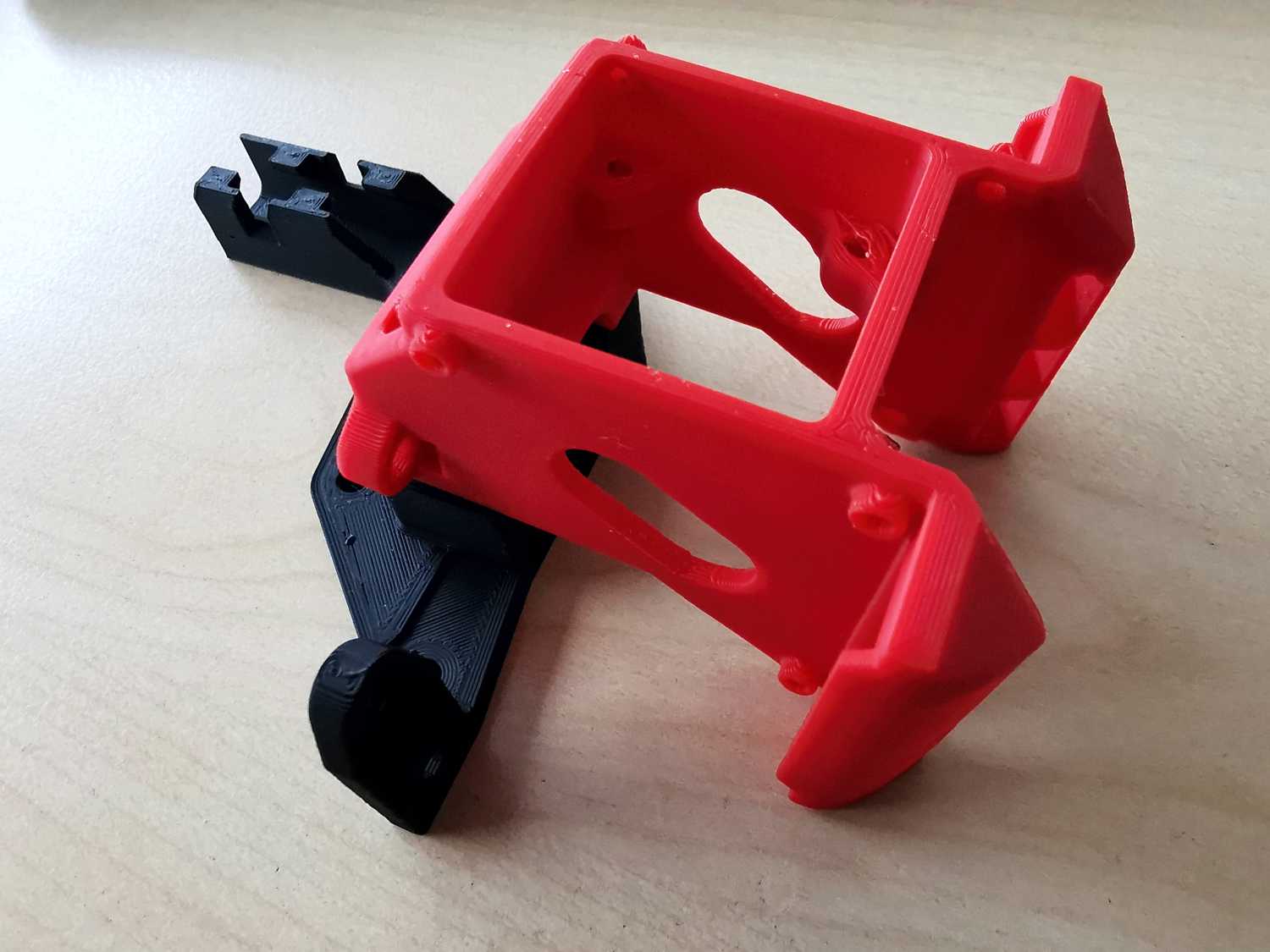
La pièce est bien, pas parfaite à cause d'un peu de wrapping (sur les prochaines on mettra un voile de 3Dlack), mais elle ne présente plus de délamination et de cassure sur le diffuseur. J'ai vraiment envie d'essayer d'autres ABS comme le sakata et l'optimus pour voir la différence. J'ai pris les paramètres donnés ci dessus avec les supports en arborescence (marrant comme truc) qui se détachent super bien. J'ai aussi pris de le temps de revérifier l'extrusion et le flow avant ....mais ils n'avaient pas bougé
Maintenant il ne me reste plus qu'a attendre le nouvel hotend, les deux blower 4010 pour refroidir le filament, le 3010 pour le dissipateur du hotend et commander de la petite visserie. J'ai vu que le gars qui a mis à dispo ce combo a aussi mis à dispo un nouveau support Z end stop...je vais aussi l'imprimer pour voir.