Ender 3 Pro mutante 🇫🇷
Bon ben voilà fallait que cela arrive......je vais charcuter en profondeur mon Ender 3 Pro XS. Pour memoire c'est une ender 3 pro avec une carte même 1.1.5 silencieuse parce qu'elle est équipée de driver TMC. Cela reste une cependant une 8bits atteinte de syndrome du level shift => cela peut produire ça :

Comme la majorité des Creality son plateau n'a rien de plan ce qui peut être gênant sachant qu'une première couche est fondamentale lorsque l'on traite des matière comme l'ABS.....qui plus est elle est limitée à une surface de 235x235mm et cela commence à vraiment limiter. il est aussi tres difficile de passer les 50mm/s en vitesse d'impression. On peut aussi mentionner l'ergonomie désastreuse de la procédure de mise a jour du firmware qui est d'ailleurs très l'étroit dans la carte mère.
L'ender 3 est ce que l'on peut appeler un hit tellement elle a été vendue et est populaire. D'ailleurs les prints obtenus ont plutôt de bonne qualité. Alors me direz vous pourquoi la charcuter sachant que j'ai déjà passé quelques kilo de PLA dessus????
Effectivement j'ai délà pu sortir des prints pas trop dégeux, seulement voila j'ai aussi essuyé quelques écueils qui sur des grosses pièces sont rageant... AU chapitre des fails j'ai eu droit au bouchage de buse (plusieurs...), desserrage du coupleur sur le Z, desserrage des excentrique de réglage sur le roue des chariots.....
J'ai commencé à regarder ce qui se fait dans le commerce : Ender 5 plus, sidewinder X1, Creativity ELF pro.....mais bon a chaque fois y a un truc qui me soule quand je mets la machine en parallèle avec ma petite experience sur l'Ender 3. J'ai d'abord cherché à faire évoluer cette dernière même en capacité d'impression mais au fil de mes pérégrinations sur le net je suis tombé sur une machine "DIY3 et là j'ai littéralement Flashé. Pour planter le décor je cherchais une core XY avec un plateau de 350x350mm sur autant en hauteur. Alors l'objet de coup de foudre? => la Voron 2.4. Je ne vais pas vous faire ici un détaillé de cette bécane mais elle reste en arrière plan puisqu'elle va motiver les modifications de l'ender 3. En effet la construction de la voron comporte un volet impression 3D de pièces en ABS
Donc voilà mon cahier des charges pour la mutation de l'ender 3
- un bed plan me permettant une température jusqu’à 120°
- équipé la machine d'une nouvelle carte mère en 32bits dont les mises à jour et la configuration ne relève pas de la séance de spiritisme quand comme moi on ne maitrise pas le codage C++
- fiabiliser le guidage
- symétriser le mouvement du Z dans un premier temps et passer à une cinématiques XZ plus tard
- faire évoluer l'extrusion : mécanisme et hotend
Mon ender 3 est en place dans meuble colonne de ma fabrication que je vais facilement pouvoir fermer pour constituer une enceinte close. C'est conseillé pour imprimer de l'ABS, sachant que la chaleur d'une enceinte close et l'absence de courant d'air favorise une bonne adhésion inter-couches donc éviter le délaminage. Électronique et chaleur ne faisant pas bon ménage il va falloir traiter ce soucis
Faire muter l'ender 3 va se faire un peu au détriment de la TopCNC mais j'en ai ma claque de "subir" des fails lors des impressions. Quand ce sont des petites pièces cela peut encore passer....mais sur des pièces qui prennent deux jours cela me gave pour le temps perdu ainsi que la matière gâchée. Les trucs et astuces courantes on été essayés avec plus ou moins de bonheur et tout en employant des filaments de qualité.....bref je ne peux plus continuer comme cela....
Avec le couvercle les couleurs et les couvercle sur l'orbiter

Sympa cette tête, je ne savais pas que sa existait en plusieurs déclinaison. Pratique 👍 c est top ça.
Mes chariots on était entièrement démonté, nettoyé puis remonter graissé au lithium et une autre graisse, l été derniers..
Je te remerci Marc pour la piste klipper du coup je me renseigne.
Je pense finalisé ma modélisation et mettre en stand by pour le moment ce projet.
Je suis tombé là dessus chtite Voron , mais je pense que tu as déjà vu... Au cas où, c est recsent et c est bien expliqué.
Oui oui c'est un des deux sujet français que je suis
"Sympa cette tête, je ne savais pas que sa existait en plusieurs déclinaison" : si si il y en plusieurs variante dont une autre qui m’intéresse. Cette dernière utilise un radial 5015 au lieu du 4020 donc un flux plus important. Si pour l'ABS on en a rien à cirer pour le PLA par exemple c'est un plus
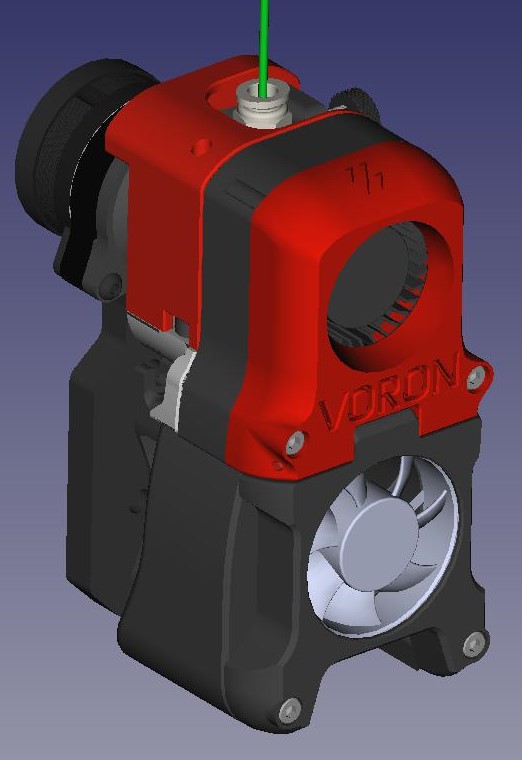
Pour le Fun j'ai assemblé la version dont je parle ci-dessus. Le 4020 cède sa place à une 5015. On voit les élargissements sur le côté du "clockworks"
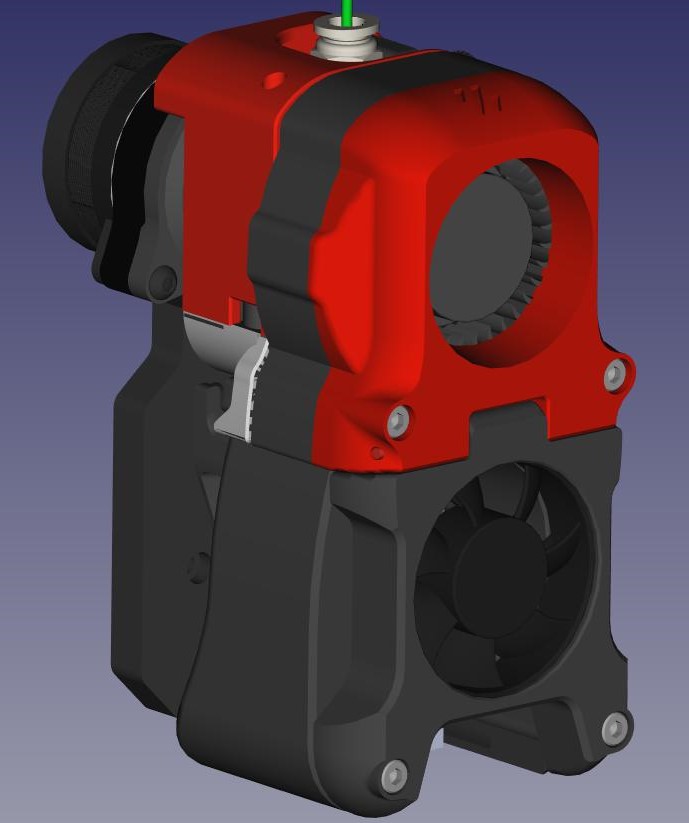
L'extruder Orbiter est commandéainsi que le blower 5015, un ventilo 4010 et un 4020. Pour ceux que l'afterburner voici un lien très intéressant : https://github.com/Greg191134/Voron. J'ai aussi récupérer sur le net un capot avant pour mettre un 4020 à la place d'un 4010 sur le ventilo du dissipateur du Hotend.......En images

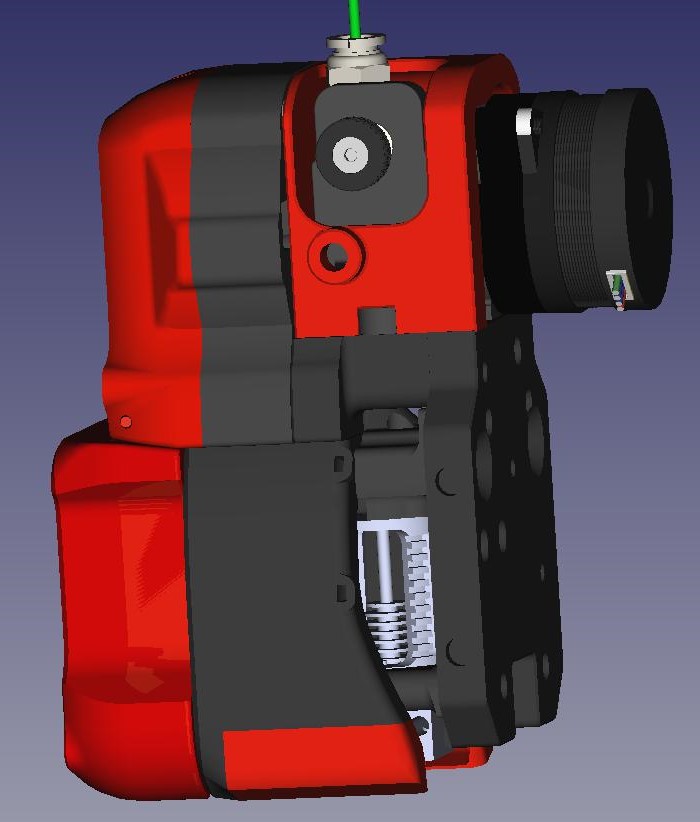
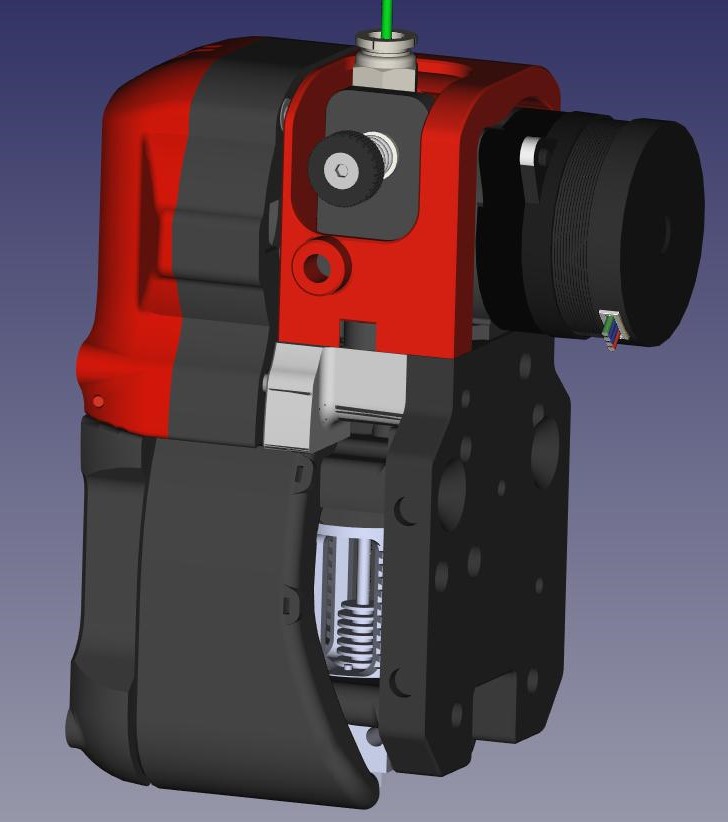
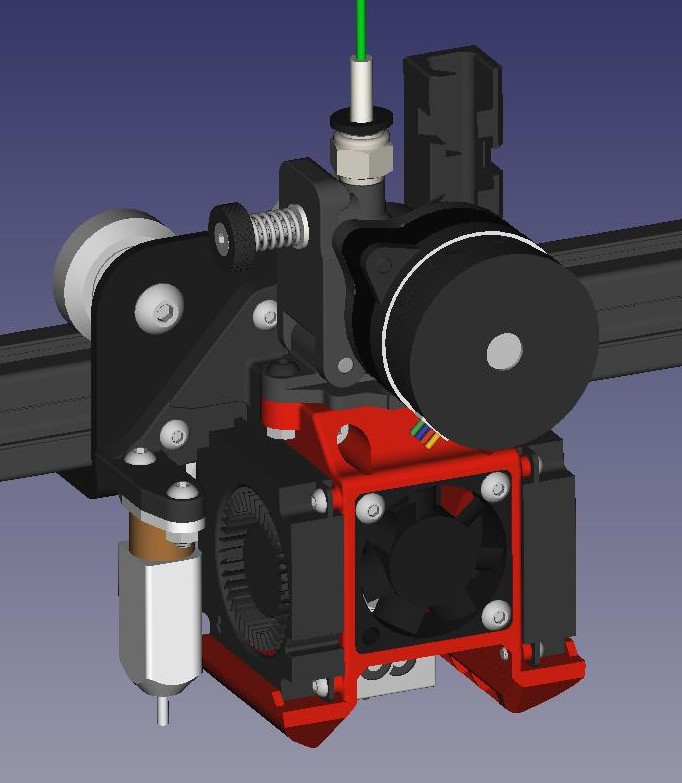
In finé je ne vais monter d'afterburner sur l'ender 3 mais une autre configuration avec l'extruder Orbiter V1.5. Il y a deux Blower 4010 cela fait un peu de bruit mais etant dans l'atelier (garage) ce n'est pas trop un soucis.
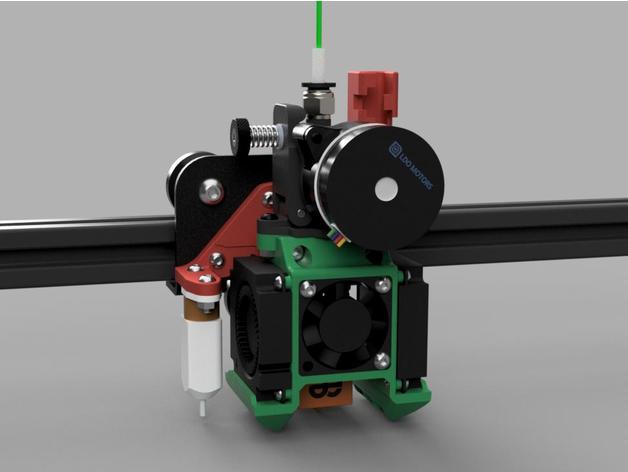
L'ensemble est plus légé et plus compact qu'un afterburner, plus en rapport avec l'ender 3....bon il est moins sexy mais ca c'est accessoire
Avec le combo de couleurs dont je dispose en ABS
On continue les bidouille sur le hotend d'origine. Une des source d'emmerde sur ces hotend dont le ptfe va jusqu'à la buse c'est la sensibilité de ce dernier aux températures élevées résultat il crame se déforme et on fini par avoir une obstruction au passage. Avec le tube capricorne on a plus de marge (250° c'est faisable). L'autre soucis de cette configuration c'est que le tube ptfe de part l'aspect de sa coupe ou du fait qu'il ne soit pas assez maintenu laisse un espace entre lui et la buse: le filament va fondre dans cet espace ou accrocher et on obtient alors une nouvelle obstruction... Pour régler ce soucis je vais inserer un morceau de tube capricorne "fixe" entre la buse et le raccord pneumatique d'entrée dans le hotend. Entre les deux on met une rondelle en PLA qui lorsque l'on vis le raccord pneumatique en place presse le morceau de ptfe contre la buse et ne laisse pas d'espace dispo. Voici la vidéo qui traite de ce sujet.: https://www.youtube.com/watch?v=7tCxO17XZtw&t=72s
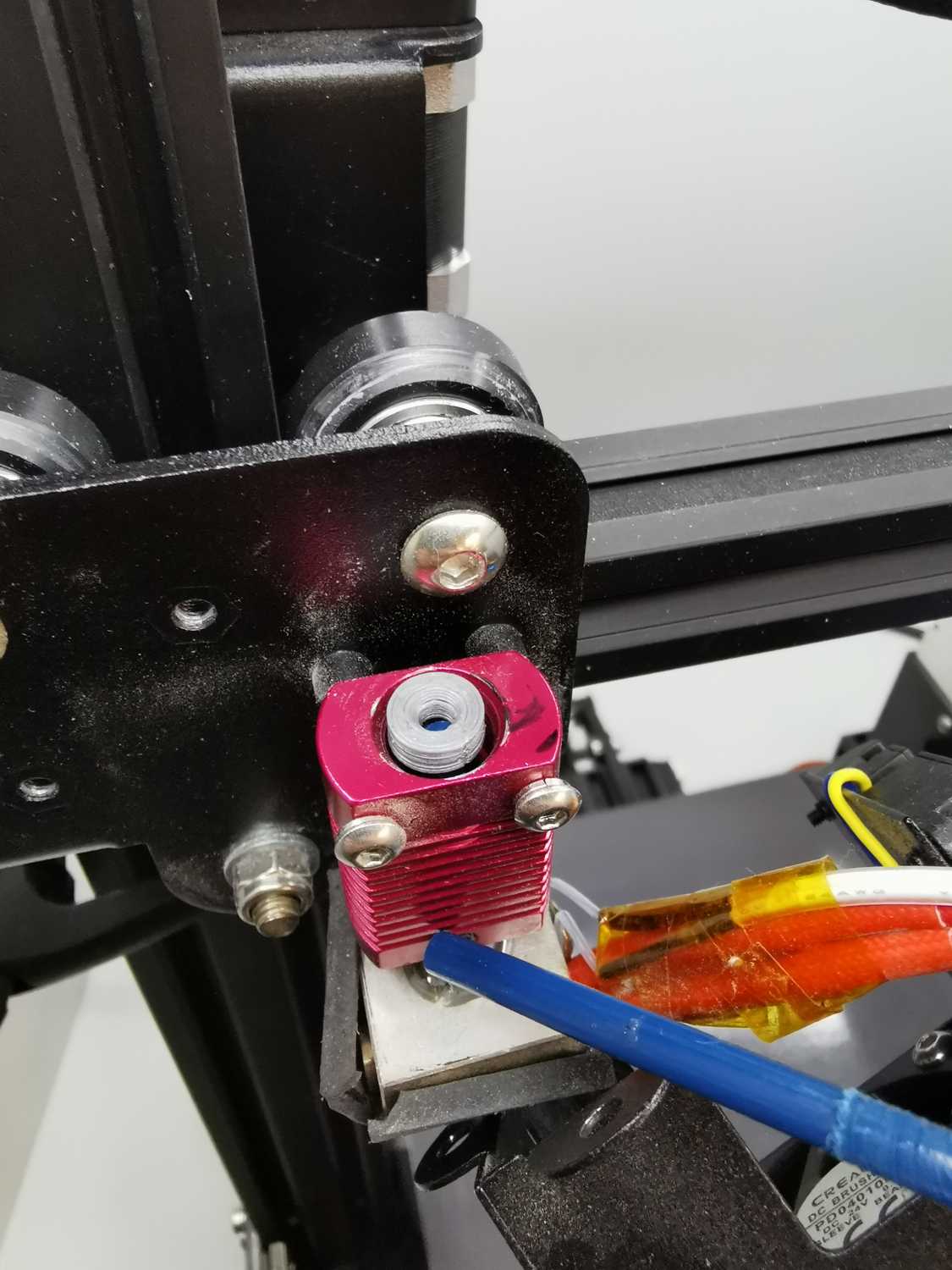
Chez moi :
On dévisse le raccord pneumatique et on enlève le tube Ptfe

une fois que l'on a pris les mesures et coupé le morceau de ptfe comme dans la vidéo on insère la section de tube en lieu et place

On y place la rondelle que l'on aura préalablement imprimée et on pousse le tout au fond à la main
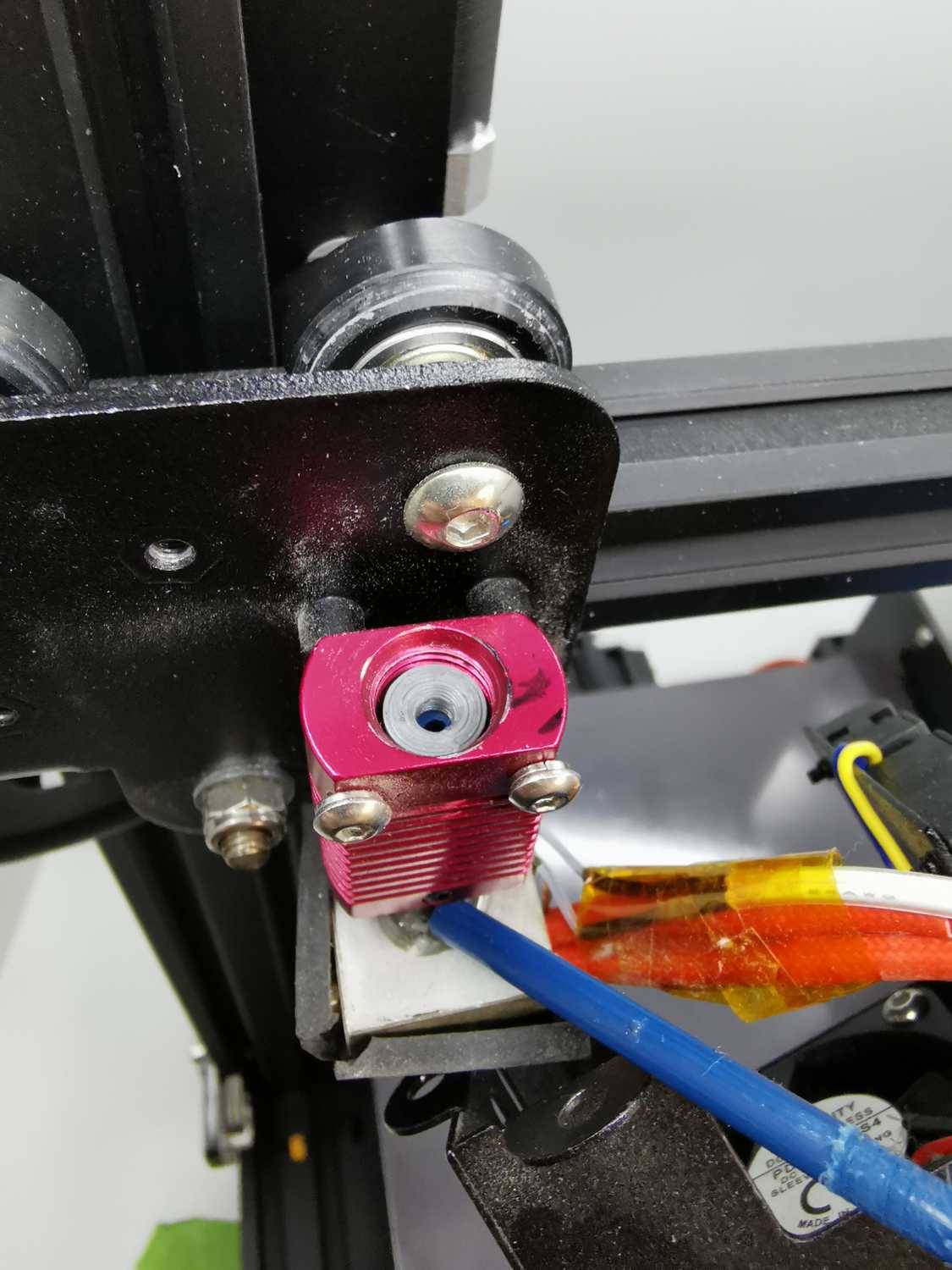
Maintenant il ne reste plus qu'à revisser en serrant avec raison le raccord pneumatique pour que ce dernier appuis sur le tout et cale bien le morceau de capricorne contre la buse. Puis en insert le tube ptfe venant de l'extruder dans la raccord pneumatique