Problème de ronds pas vraiment ronds 🇫🇷
Bonjour à tous,
J'ai un problème de ronds pas ronds...
J'ai regardé l'update de Topsie mais c'est pour les nema23.
J'ai aussi l'impression que mon problème vient de mes axes Y.
Je vous poste une photo pour vous montrer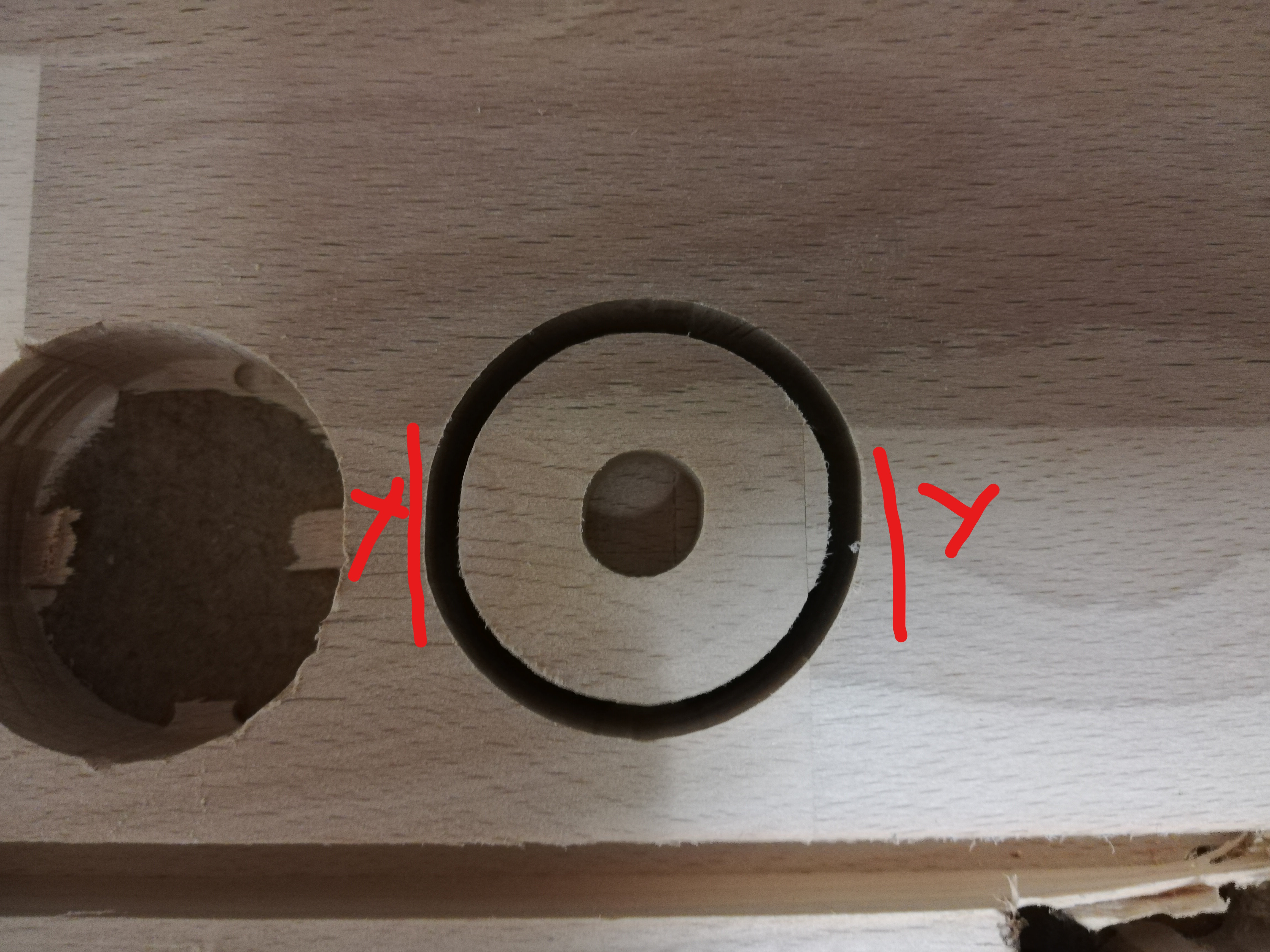
Je vous mets aussi mes réglages GRBL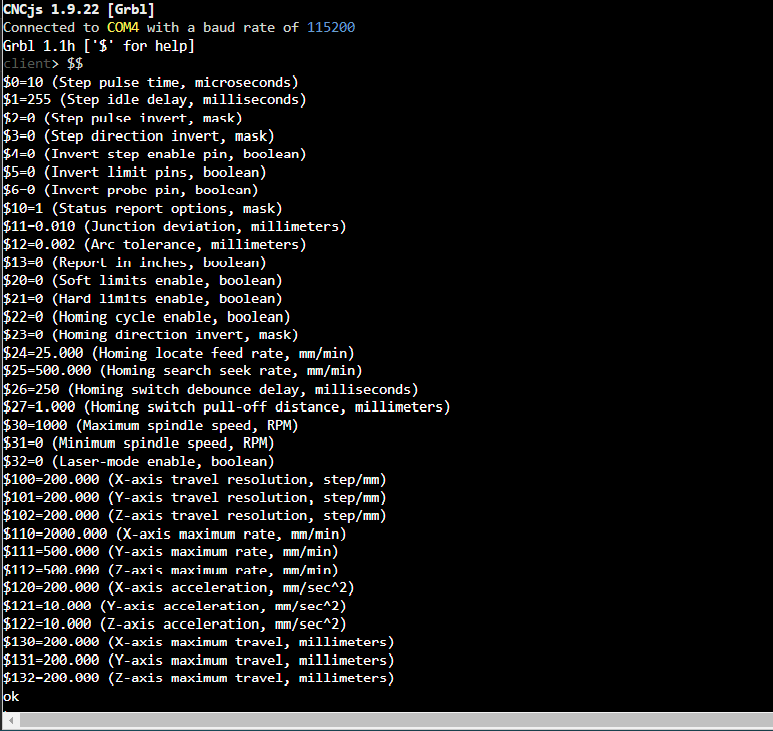
Ce problème est vraiment très embêtant ^^
Je vous remercie d'avance pour l'aide que vous m'apporterez ;)
Si tu as vu la vidéo de Topsie tu sais donc que une des cause est le fait que l'axe des moteurs pas à pas bouge Khinyo à proposé une solution pour les Nema17. Regardes là : https://createforcuriosity.com/fr/forum/topic/028NaKMr
Merci Idefixes pour ta réponse.
J'ai oublié de préciser dans mon post que j'avais déjà mis en place le système de Khinyo et malgré ça, j'ai toujours le problème...
ok, as tu creusé les autres pistes que donne Topsie dans sa vidéo? 3 en tout de mémoire celle du moteur pas à pas comprise. Essentiellement ces ronds pas ronds peuvent être imputés à des jeux dans la mécanique de la machine ou à des pertes de pas dans la progression selon les axes.
Sur mes vis, j'ai mis des écrous anti backlash donc, je pense pas que ça puisse venir de là.
Pour les pertes de pas, je ne sais pas du tout comment tester ça...
En tout cas, merci de m'accorder du temps pour m'aider 👍
Bonsoir,
j'ai l impression que ce rond pas vraiment rond se produit quand la fraise attaque le bois perpendiculairement au sens des fibres. Peut être un jeu trop important dans les chariots ou meme dans les ecrous des vis trapezoidales. Je ne pense pas que ce soit une perte de pas vu que le soucis n'augmente pas avec des passes plus profonde.
Dans tes reglages grbl les $110,111 et 112 sont différents c'est normal? C'est dommage de pas mettre plus, car dans le cas de déplacement rapide tu ne profites pas du maximum possible avec des nema17. J'ai mis 4000mm/min sur la mienne (pour les X et Y) mais pas fait d'essais en situations réelle, juste comme ça en déplaçant les axes, c'est bluffant.. Je parle pas quand la fraise est dans la matière mais quand elle passe par exemple d'une poche à une autre. Dans grbl tu indiques juste la valeur max ensuite quand tu passes à la fabrication (dans fusion ou autre), tu indiques les valeurs d avance d'usinage que tu souhaites.
Idem pour les accélérations ($120,121 et 122)?
Bonjour Khinyo et merci pour ta réponse.
J'avais pas fait attention aux $110, 111 et 112. Je ne sais pas pourquoi j'ai des valeurs différentes.
J'avais suivi le tuto de Topsie pour la config Grbl mais j'ai peut-être fait une fausse manipulation.
Je testerai en mettant des valeurs identiques dans la journée.
Pour ce qui est du jeu dans le chariot, je n'en ai plus.
J'ai mis le moteur PAP en direct sur la vis et j'ai mis des Igus à la place de LM8UU.
J'avais du jeu avec les roulements à billes mais depuis que j'ai les Igus, c'est vraiment bien maintenu.
Je testerai cette après-midi avec tes conseils et reviendrai ici pour vous dire si c'est ok ou non :)
Bonjour à tous.tes,
Je reviens vers vous concernant un problème similaire à ceux présentés plus haut, à savoir des découpes qui ne sont pas rondes, je dirais même plus souvent avec un côté écrasé, ou encore la fraise qui lorsqu'elle doit passer deux fois au même endroit se décale. C'est une CNCHEAVY en NEMA 17. J'ai essayé de suivre les conseils que Topsie donne dans sa vidéo, mais sans succès.
J'ai également remarqué un jeu dans le chariot, en effet il a tendance à se décaler lorsqu'il se déplace sur l'axe X - au début du déplacement - la partie avant haute du chariot semble perde l'équerrage par rapport au plateau. Difficile à expliquer et très peu visible en vidéo. Il y a du jeu à ce niveau là, que j'ai provisoirement stoppé en solidarisant les parties avant et arrière avec une barre de métal et des serre joints.
Le problème semble provenir d'un jeu dans les vis... et cela donne un rendu très médiocre, en particulier sur les pièces de petites dimensions.
J'ai essayé de documenter avec des photos et une vidéo que vous trouverez ici :
https://drive.google.com/drive/folders/16KCR4Qu7Po4bIyG892x67nHdlkO-NR7m?usp=sharing
Merci par avance et bon weekend à tous.tes,
Brice
oui on dirait vraiment un problème de jeu dans la vis, ou dans l'axe moteu
tu a installer un système pour eviter le jeu dans l'axe moteur, donc peu etre un jeu dans l'écrou T8 mais avoir un décalage aussi gros ca me semble peu probable
Admettons que tu fasse un point au niveau de ton zero X Y, que tu fasse ton usinage, est ce que le zero X Y est toujours au même endroit ? S'il ne l'est pas, il est décalé sur quel axe et de combien de mm ?
Pour une perte de pas la cause la plus répandue c'est un serrage excessif des parties hautes et basses des chariots, ça rend le déplacement difficile et les petit nema 17 peuvent avoir quelques difficultés a garder le pas
Hello @Topsie,
Merci d'avoir pris le temps de me répondre. Effectivement un tel jeu ne semble pas venir de l'écrou T8 (j'en ai tout de même commandé avec des ressort anti backlash pour tester, je les reçois bientôt), j'ai imprimé un contre écrou qui me permet un jeu de réglage mais le problème persiste.
Je vais essayer de faire l'expérience pour voir si une fois l'opération faite le point revient au même endroit, bonne idée merci !
Le chariot semble bien coulisser, je vais vérifier le serrage également pour m'assurer que ce ne soit pas trop serré.
Merci encore @Topsie, ce projet est super, j'ai hâte de vous montrer ma machine une fois qu'elle sera pleinement fonctionnelle, ainsi que les pièces qui vont en sortir ! (je suis artiste plasticien, et je pratique la sculpture donc pour moi c'est une machine parfaite pour le prototypage, maquettage et usinage en série, ou encore pour réaliser des gabarits d'usinage. Il faut juste que la précision soit d'avantage présente pour mener mes projets à bien, mais je garde espoir ! 😃)
Pas de soucis tiens nous au courant quand tu aura fais le test !