Problème de ronds pas vraiment ronds 🇫🇷
Bonjour à tous,
J'ai un problème de ronds pas ronds...
J'ai regardé l'update de Topsie mais c'est pour les nema23.
J'ai aussi l'impression que mon problème vient de mes axes Y.
Je vous poste une photo pour vous montrer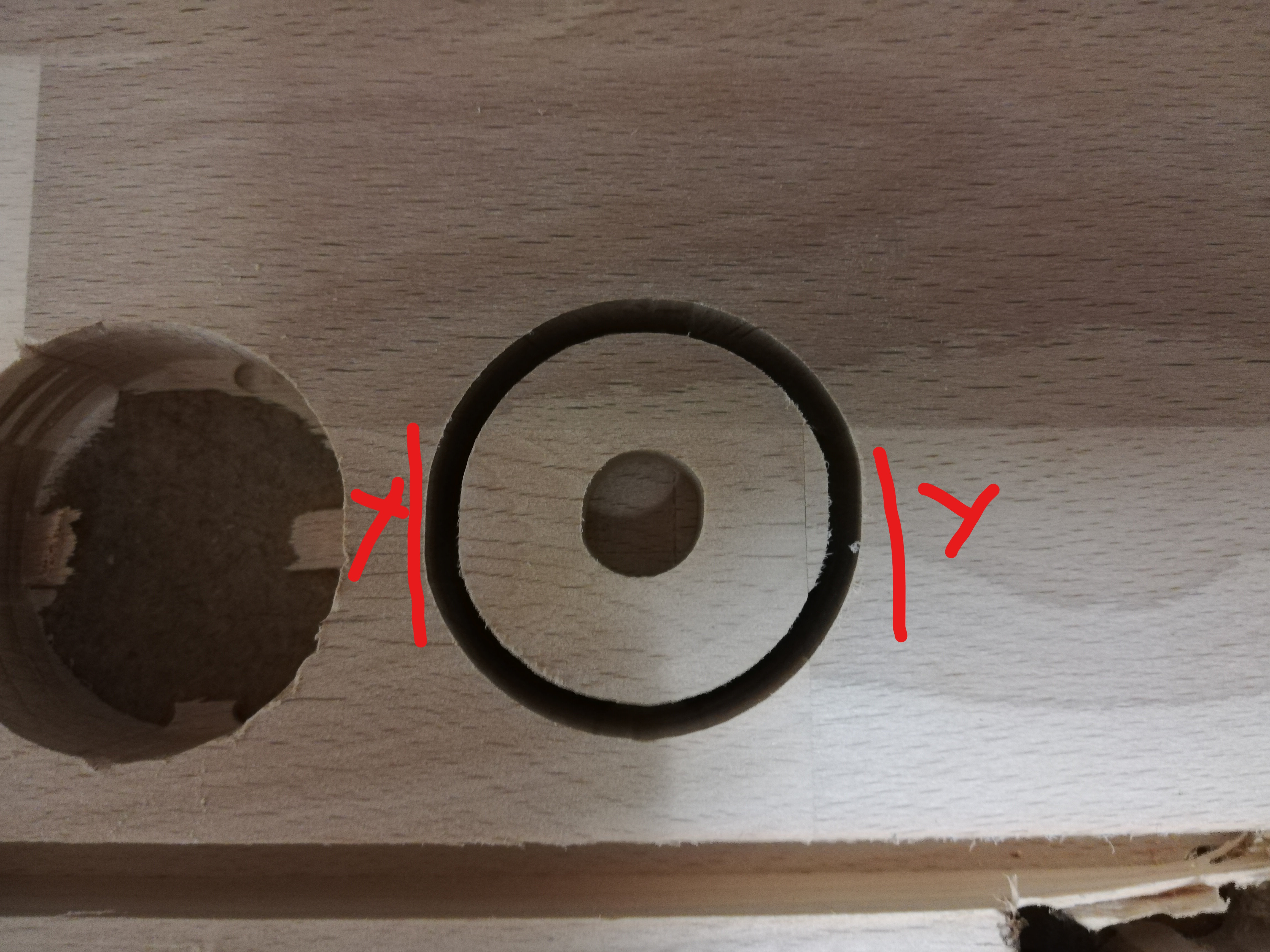
Je vous mets aussi mes réglages GRBL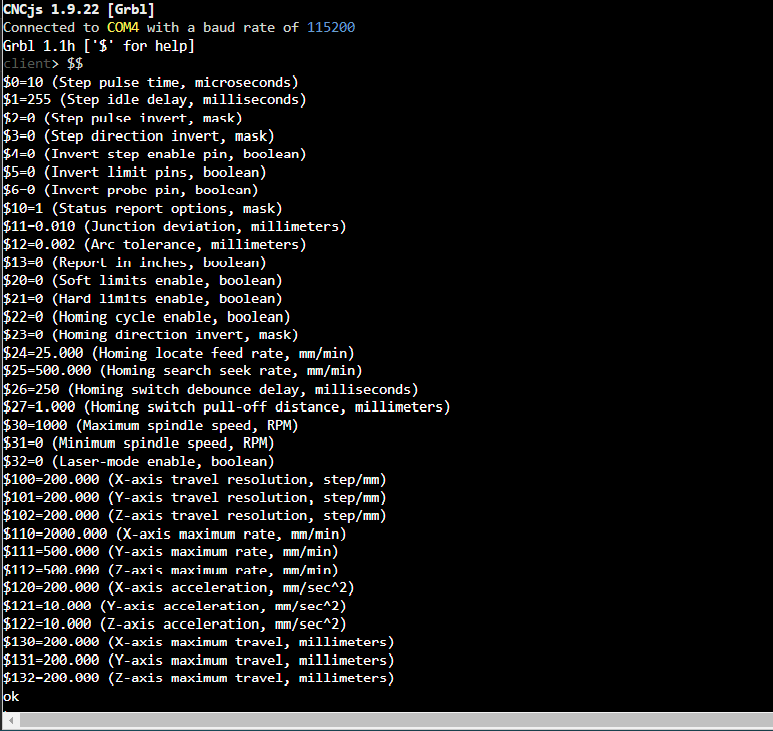
Ce problème est vraiment très embêtant ^^
Je vous remercie d'avance pour l'aide que vous m'apporterez ;)
Hello ! meilleur voeux a toi aussi !
Oui en effet si tu as une piece tordues ca aide pas, mais un ecart de 3mm pour une impression trop vite decollée ? ca m'étonne quand meme
Hello,
J’ai corrigé le jeu dans les vis et roulements, toutes les roues tournent, les espacements entre le front et le back du chariot sont identiques. Plus aucun jeu induit par les roues.
Le problème persiste, j’ai toujours un jeu entre 0.3 mm et 9 mm. (Sur un cercle de 55mm, je suis entre 50mm et 59mm).
Je ne sais plus quoi faire..
J'ai essayé de découper un carré de 50mm de côté. Résultats : AB = 50,9 BC=50,9 CD=50,8 DA=50,5 . Les diagonales : AC=70 DB=71
Il nous faudrait une vidéo de la CNC dans son ensemble pendant l'usinage, je seche un peu aussi a vrai dire
Je vais essayer de faire ca ce weekend alors
Hello,
Voici quelques vidéos, n’hésitez pas à me dire si il faut filmer autre chose :
https://drive.google.com/drive/folders/1-Efyi3Etk0jzB0bbm-5GZprQ5bSJsiyz
Je cale sur ton probleme, je ne comprends pas.
Par contre on dirait que la vitesse de déplacement en X et en Y n'est pas la même.
J'ai vu dans une video que tu avais fait des marques sur les vis trapezoidales/coupleurs, il y aurait pas un glissement de ce coté la ou plus coté moteur/coupleurs?
Pour limiter le glissement sur les vis trapez, il suffit de faire un petit plat avec une lime et de serrer une des vis du coupleur dessus.
On dirai enfait que tu envois beaucoup trop de pas et que ta carte a du mal a calculer les tracés, tu as combien de micro-step ?
Bonjour à vous deux, merci pour vos réponses.
Je vais m’occuper des coupleurs, faire des plats et revisser avec des vis de coupleurs de meilleure qualité.
@Topsie , quand je revois ton tuto sur l’élec de la machine, tu paramètres les steps/mm $100=100 .
Si je fais cela, ma machine fait des déplacements beaucoup trop petits.
Console
$0=10
$1=255
$2=0
$3=0
4=0 (Invert step enable pin, boolean)
55=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin,
, boolean)
$10=3 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=500.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=17000 (Maximum spindle speed, RPM)
$31=3000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=800.000 (X-axis travel resolution,
step/mm)
$101=800.000 (Y-axis travel resolution, step/mm)
$102=800.000 (Z-axis travel resolution, step/mm)
$110=2000.000 (X-axis maximum rate, mm/min)
$111=2000.000 (Y-axis maximum rate, mm/min)
$112=2000.000 (Z-axis maximum rate, mm/min)
$120=200.000 (X-axis acceleration, mm/sec^2)
$121=200.000 (Y-axis acceleration, mm/sec^2)
$122=200.000 (Z-axis acceleration, mm/sec^2)
$130=0.000 (X-axis maximum travel, millimeters)
$131=0.000 (Y-axis maximum travel, millimeters)
$132=0.000 (Z-axis maximum travel, millimeters)
Au dernier essai, j'ai presque 1mm de jeu sur un cercle de 50mm .. J'ai l'impression que tout est suffisamment rigide, et que les vis trapézoïdales ne provoquent pas de perte de pas. Le jeu se répète toujours aux mêmes endroits, d'une passe à la suivante, il n'y aucun décalage en somme.
@Beice A : tu reportes le fait que cela apparaissent toujours au même endroit.....as tu essayé avec ton brut à différents endroits sur le plateau de la CNC (à droite, au fond, au milieu....)?????