

Oui je vois que tu prépare un sacré morceau, tu aurais une image globale de la conception qu'on se fasse une idée ?
J'ai le même problème pour le martyr en bois, ça gonfle quand tu lubrifie, même avec une µLub, surtout quand tu a surfacé ton MDF
J'attaque aussi bientôt l'usinage des pièces de la Heavy Métal full Alu, je pense que je vais surfacer tout mon plateau et coller un vinyl pour les meubles de cuisine dessus, ça va faire moche mais au moins ça sera plus résistante au lubrification. C'est la solution la plus rapide dans mon cas pour attaquer l'usinage rapidement, vu que je lubrifie à la micro lub ça me suffira je passerais un coup de chiffon de temps en temps.
A terme je me ferais un plateau en full profil aluminium 30x120 avec rainure de 8mm mais la j'ai ni le temps ni le budget 😂
En tout cas hate de voir tes avancées !
elles sont assez ridides ?
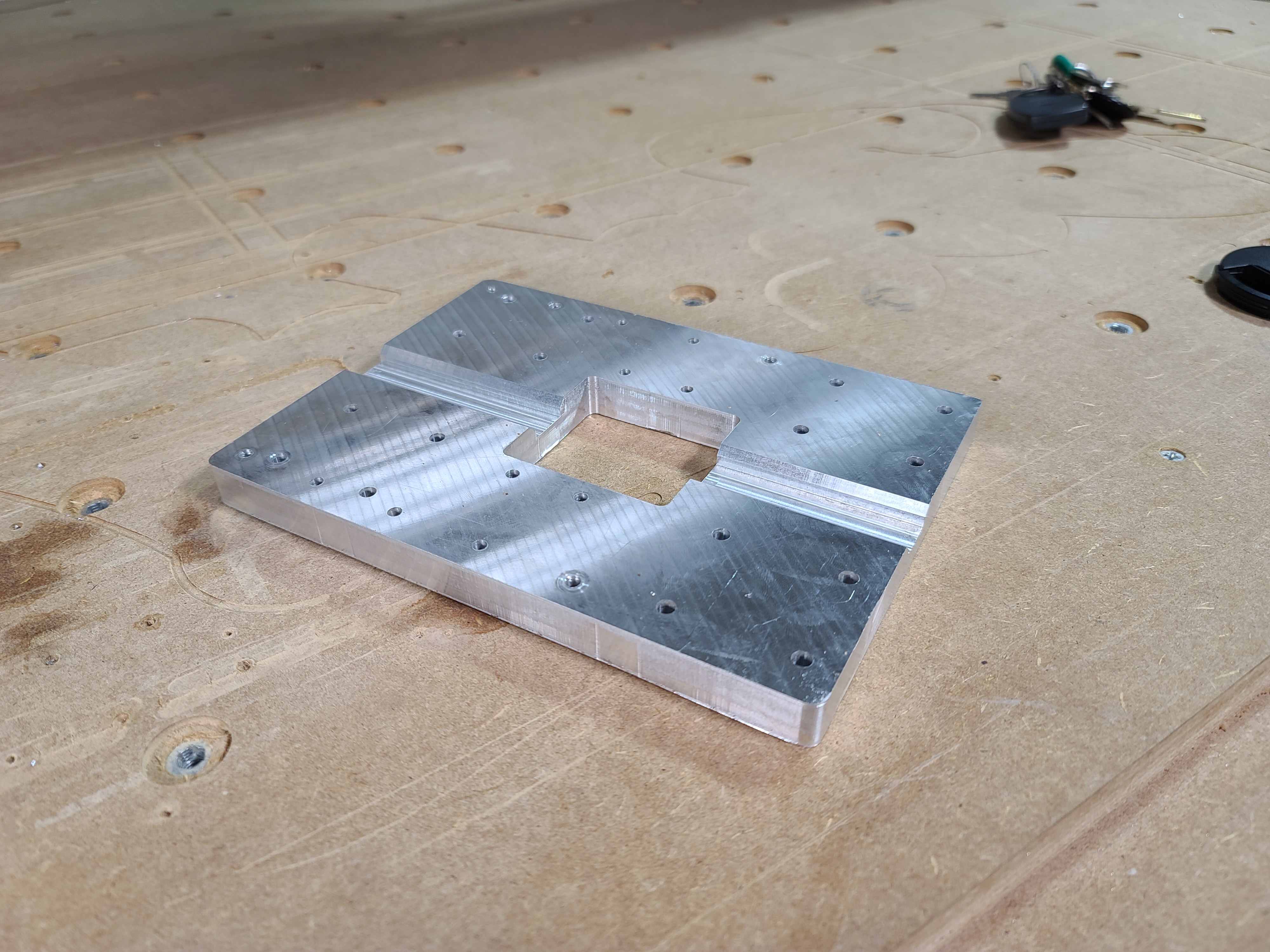
putain il claque ton bac d'usinage,
D'ailleurs jai aussi commencé mes pièces alu aussi aujourd'hui ! je doit faire des usinage sur 2 cotés...
La plaie de recallé le 0, en plus les plaquettes que j'ai ne sont pas parfaitement d'équerre, j'ai pas capté sur le moment... mauvaise idée de me caller par rapport au bord de la plaque
Tu compte gérer comment tes 0 d'usinages?
Bonjour Messieurs,
Je me permet de vous interrompre pour vous poser quelques questions.
Je reprend mon petit projet de construire la heavy sur moteurs Nema 17 que j'avais commencé au tout début de la pendemie et que j'avais malheureusement du interrompre.
Je constate que depuis, plusieurs nouvelles modifs et nouveaux projet (heavy metal entre autre) sont apparus sur le forum, mais je vais quand même me re-concentrer sur le mien étant donné que c'est ma première CNC et que 90% des pièces ont déjà été imprimées et m'attendent patiemment dans une boite.
Par contre , une chose qui est sûr c'est que je vais y aller avec un spindle plutôt que le routeur. Pour l'instant je regarde celui-ci et j'aimerais avoir vos commentaires : https://fr.aliexpress.com/item/4000008806626.html?spm=a2g0o.cart.0.0.499f3c008mgj8j&mp=1
Super projet khinyo super info aussi. Super impressionnant aussi Topsie pour la nouvelle machine en alu.
Je me permet de poser ces questions ici plutôt que de repartir un nouveau thread dans le forum ...
Merci d'avance,
-L (cousin du Quebec )
"J espere bien qu'il claque vu ce qu'il m a couté...juste les ecrous et la colle🤣" : Mdr c'est vrai que tu as du te ruiné, ça a du bon de garder du stock🤣*
Bon ça me rassure pour le 0 avec fusion et les rectos verso tu utilise la même technique que moi (il n'y en a pas 36 en même temps)
Le problème viens du fait que mes brut ne sont pas d'équerre donc le 0 est ... inconnu.
Enfait il faut que je fasse la passe de "découpe" dans le brut avant de retourner la plaque, c'est l'erreur que j'ai faite, j'ai fait la découpe sur le verso au lieu de la faire sur le recto, Ducoup j'avais plus de point 0 fiable...
Enfin bon j'ai réussi a me débrouillé pour ne pas tout foutre a la poubelle, les pièces restent utilisables :

Pour répondre au cousin du Quebec :
- Refroidi a l'eau plutôt qu'a l'air ça vaudra la peine si tu fais des usinages lourds sur de longue durée, sinon refroidi a l'air ça suffit largement. Pour faire des usinages lourds sur de longue durée, faut avoir une machine bien rigide et pas en plastique, donc a priori tu peu prendre refroidi a air t'as encore le temps, meme avec la heavy métal j'ai pas encore vraiment d'usinage qui force, je commence a peine !
Pleine fraise de 6mm dans 2 ou 3mm de profondeur, ça commence a être un peu nécessaire encore que je n'ai pas essayé refroidi a air, la mienne est refroidi a eau et elle est tiède contrairement a d'habitude ou elle est froide. et je suis pas loin des limites mécaniques de la heavy metal avec les quelques pièces en plastoc.
J'ai pas de problème de fuite avec un spindle refroid a eau (faut prendre de bon tuyau et pas les tuyaux tout rigide fourni avec), par contre ça alourdi la broche encore un peu plus une fois rempli.
Pour la puissance, je pense que 1.5kw ca suffit dans la plus part des cas, enfaite la différence de puissance des broches se voit vraiment à basse vitesse, plus une broche est puissante, plus elle aura de couple. Et comme réduire la vitesse de rotation réduit drastiquement le couple, on palie a ce problème en augmentant la puissance de la broche pour garder un couple convenable à basse vitesse.
Par exemple, ma broche 2.2kW descend a 1200tr/min, mais en dessous de 2000 ~ 2500tr/min elle n'a plus aucun couple, même avec un foret de 4mm (j'ai essayé, en dessous de 2000tr elle sarrète carrément dès que ca force un peu).
Tourner lentement (en dessous des 5000k tours) c'est vraiment utile (indispensable) en perçage avec un forêt (pas une fraise), surtout dans des matériaux comme l'alu. Sinon ton foret chauffe trop s'abime ne coupe plus rien et la les problème commencent. il faut tourner lentement quand on perce. (je fais tout mes trous de 4mm ou 5mm a 3000tr/min avec des forêts)
Mais bon c'est facilement contournable en faisant des "poches" avec une fraises plus petite, plutôt que des trous avec un foret a la bonne taille, c'est juste plus lent.
Apres pour voir la différence de puissance entre 1.5kW et 2.2kW au dessous de 10ktr/min, il faut vraiment taper dedant.
Pour te répondre Khinyo, même si tu te base sur la TopsCNC ça reste ta création, donc je pense que c'est a toi de choisir son ptit nom :p
KhinCNC ? ahah non j'ai pas d'idée
Wow , merci pour ces réponses rapides !
Je vais donc opter pour le 1.5kw refroidi à l'air. Il est aussi dipo en 110v ce qui est un plus pratique pour nous ici en Amérique du nord...
à priori ce serait celui -ci : https://fr.aliexpress.com/item/4001237423512.html?spm=a2g0o.cart.0.0.46583c00rrVoDu&mp=1
Vous me confirmer donc que si je choisi celui avec un diamètre de 65mm je n'aurai aucune modif à faire sur les imprimés de l'axe Z ? À part peut-être la version renforcé du holder de khinyo ici : https://www.thingiverse.com/thing:4669130 ? (Mon expérience pour la modélisation sur Fusion 360 est assez bonne, donc s'il y a quelques petites choses à changer , ce n'est pas vraiment un problème.)
Aussi, Il semble que la version 65mm n'est disponible qu'avec le collet ER11 je me disais que d'avoir un ER16 serait plus versatile. Est ce bien utile ?
Je veux juste bien m'assurer de faire le bon choix de spindle avant de passer la commande , et aussi de remettre la Ender3 en service pour les morceaux manquants !
Topsie : très utile tes explications sur la vitesse de rotation lente pour les perçage avec un forêt, parce que j'ai bien l'intention d'usiner de l'alu de temps en temps.
J'ai vraiment hâte aussi de me plonger dans la partie CNC de fusion 360 ... Sur ce sujet là, je ne connais absolument rien !
-L
Super , merci pour le lien spindle. C'est presque le même et ça confirme donc mon choix. Surtout qu'avec le G-Penny ils offrent la version 110v ce qui va facilité la partie connexion électrique...
Je passe la commande à l'instant les frais de port sont à 105$ Canadien (72 euro) pas si mal.
Chine--->Canada par UPS d'ici le 12 janvier !
Je me lance donc dans la production des pièces manquantes pour l'axe Z
Merci encore à vous pour les infos. C'est très utile et très apprécié !
Je vais continuer de vous suivre de près ...et j'aurai sûrement d'autres questions !
-L
Salut
Pour le spindle je vois que beaucoup prenne des spindle ronds.
Pourquoi ne pas en prendre un carré et le fixer directement sur la plaque du Z ?
Je me dis que ça évite d'imprimer le collier de serrage et que par conséquent ce serait plus rigide.
Bonne année et meilleurs vœux 2022 !
Le spindle carré c'est pas mal, mais je trouve ça galère si on veut pouvoir ajuster sa position en hauteur, faut prévoir d'autres trous de fixation ou des trou oblongs etc ... je le trouve bien pratique mon spindle rond moi :p