

Salut,
Il te faut juste utiliser l'adresse direct, la tu a pris le code comme pour le diffuser dans un site.
https://zupimages.net/up/20/15/jc8x.jpg juste sa il te faut copier le lien écrit direct puis sur le forum tu clique sur l'icone image et tu mais ce lien regarde.

Il s'est passé quoi à ton cube à la fin?
Quels sont tes réglages de rétractation dans cura.
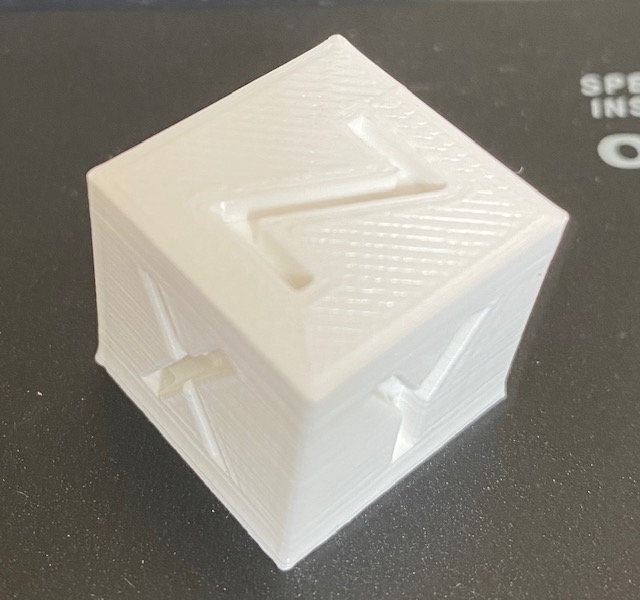
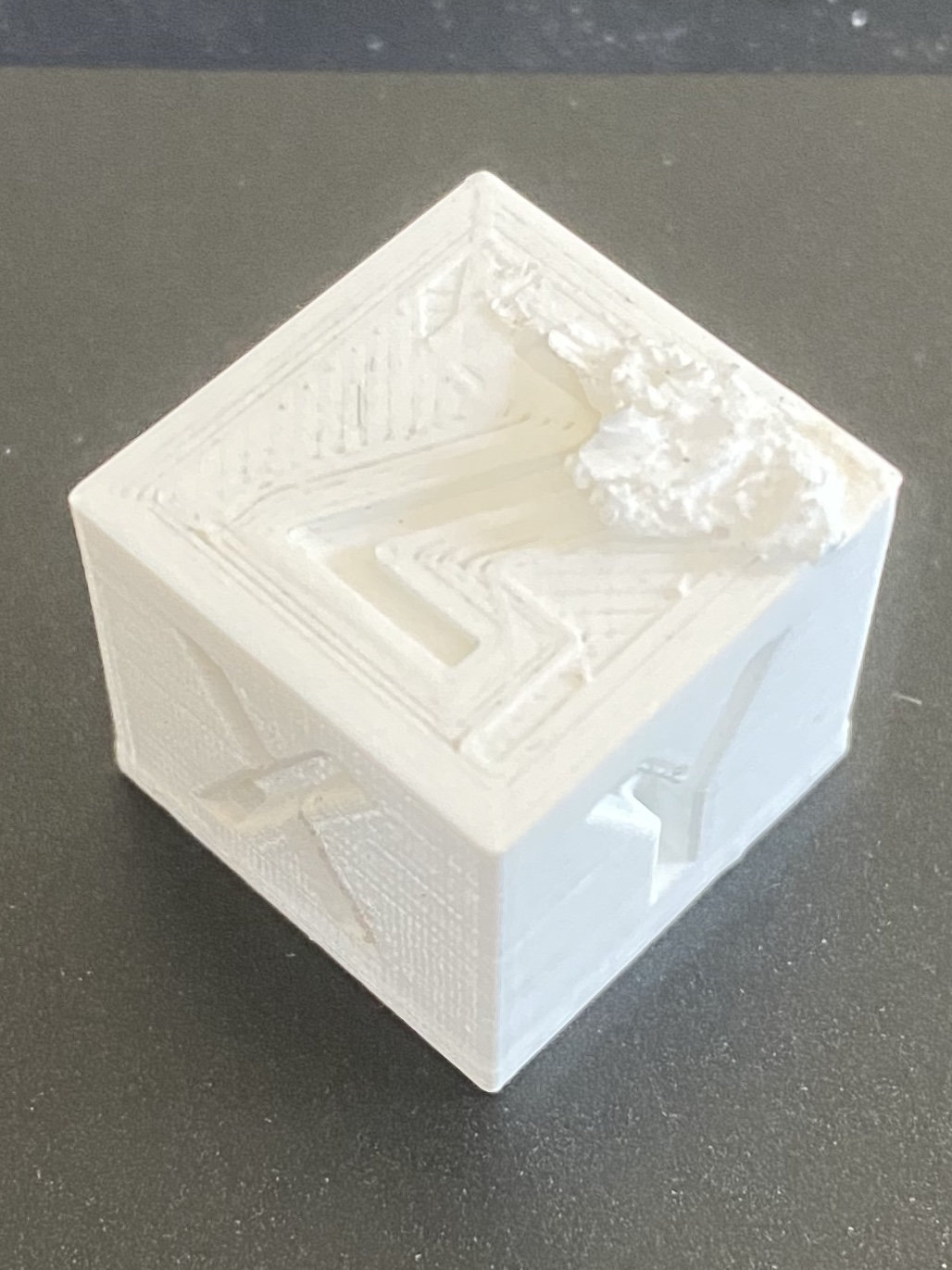
j'ai remis tous les réglages par défauts dans Cura et recommencé un cube
X et Y sont ok 20.1
Z est a 19.5 ,je crois avoir compris car dans les paramètres (dessus/dessous j'étais 0.8 et dans paroi à 1 )pour moi la différence vient de là,
mais je me trompe peut être.
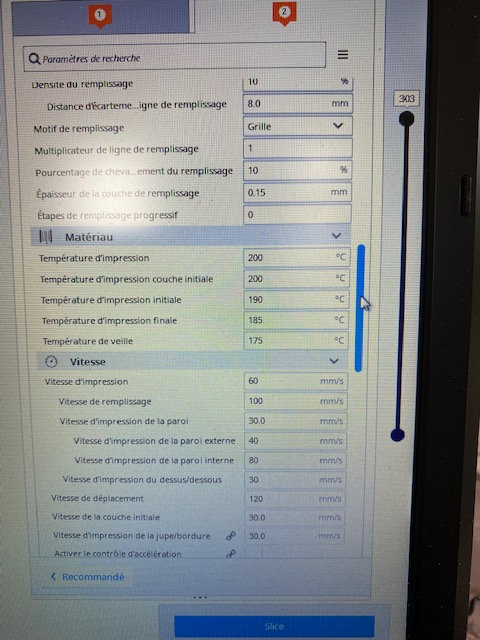
j'ai remarqué un autre point dans Cura la température de la buse est à 200° et sur la machine ça m'indique 215°
je pense qu'il y a une différence de réglage entre la machine et le logiciel
Salut,
Alors pour ce qui et du 0.8 c'est normal je pence car tu a 4 couche de 0.2 ceux qui donne 0.8 fini.
Pour la température tous dépend du matériau sélectionné car ses lui qui va définir la température d'impression.
Dans les réglage de déplacement tu a activé la rétractation pour réglé tes cheveux d'ange qui tu avait avant ?
Imprime un autre cube et regarde s'il a la même cote en z si ses le cas faudra régler un peut ter step/mm pour z.

Bonjour
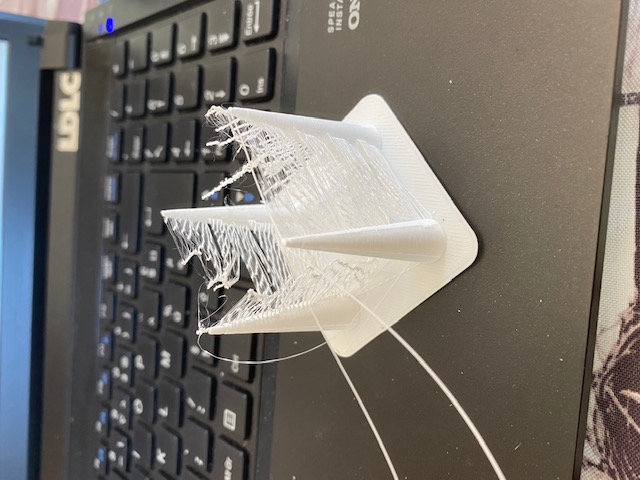
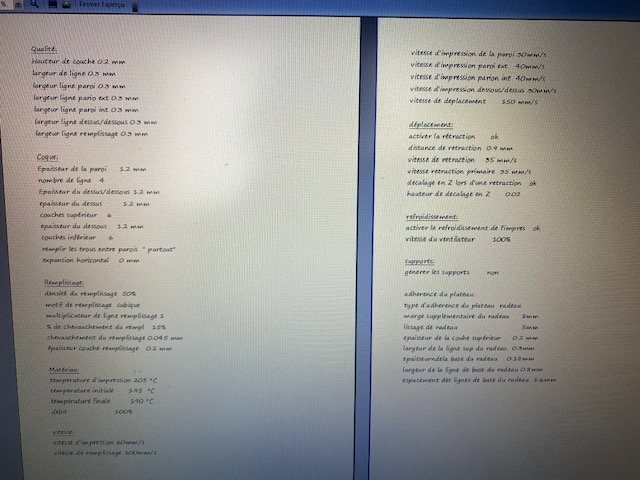
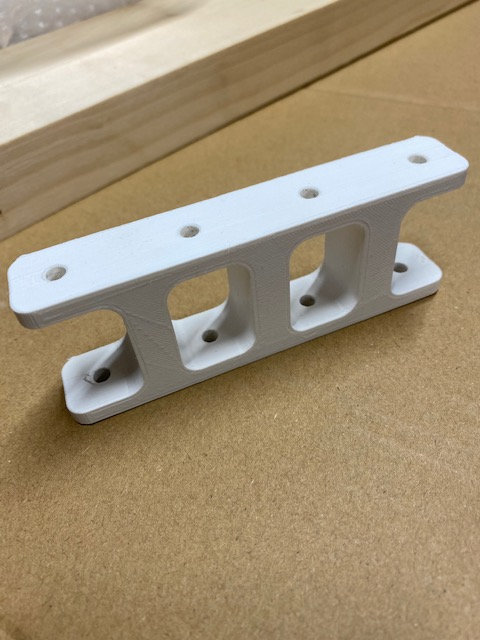
voila les réglages de la machine après avoir effectué plusieurs testes.
il y a encore pas mal de fils mais le résultat est pas trop mal pour un début.
j'ai remarqué une chose que je n'arrive pas a comprendre
les réglages entre Cura et ma machine (température) ne sont pas les mêmes
quand la machine chauffe je suis bien a la valeur de Cura 205° et des que l'impression commence elle passe a 215°
je suis obligé de forcer la température a 205° est ce normal ?
Salut il faut vraiment que tu règle ta rétractation dans cura car tous c'est fil partout c'est vraiment pas top.
Pourquoi tu mais une adhérence sur ton plateau sa accroche si mal que sa ?
Pour la temperature ta bien selectionner ton imprimante dans cura?
Bonjour, Christophe,
J'ai regardé tes paramètres et Sam à raison ta rétractation est dans les choux : 0.9 mm c'est insuffisant sur ma ender j'ai 6 mm, d'autre part pour des pièces comme celles là pas de bordure mais une jupe juste pour purger ton extruder, par contre tu peux mettre du support pour garder tes alésages ronds, 205°C favorisent les fils, 200°C partout pour du PLA est plus approprié et plateau à 60°C avec un petit coup de 3Dlac si plateau en verre.
Pour le reste tes réglages sont corrects ;-)
Re,
Pareil pour moi 6 mm de rétractation a une vitesse 65 mm/s.
Par contre supprime le décalage en z lors d'un rétractation sa sert a rien a par perdre du temps dans l'impression.
Pour l’adhérence au plateau perso si je suis en 0.2 de couche je mais 0.25 en couche primaire et j'utilise une cale de méca comme pour les soupapes à 0.2 que je passe entre ma buse et mon plateau et aucun problème d’arroche perso sur miroir poncer au grain 80 avec une ponceuse et si pla de mauvaise qualité un peu de laque a cheveux et problème résolu pour moi sa évite les consommable, bien sur si tu imprime des petit détail sur la première couche comme plusieurs cercle et que sa te crée des fil au décalage et du coup sa a du mal a coller au plateau car au décalage sa rétracte pas et que le pla coule par gravité mais un vitesse de couche initial dans le 80mm/s environ sa corrigera ce problème.
Ta température de couche initiale et trop faible a 145°.
Bonjour à tous !
J'ai ouvert un poste ou je me pose des questions concernant les réglages de l'onglet "coque".
Ce serait à cause des réglage de "coque" que ton cube mesure 19,5 en Z? donc les réglages "épaisseur dessus dessous" doivent être les même que "épaisseur de la paroi" ? si je comprends bien? (ou alors pas du tout..)
Je bloque vraiment car je suis débutant, et je n'arrive pas à lire tes réglages sur la photos j'ai du mal de comprendre, je viens de passer la nuit à lire tuto et autre mais c'est pas évident quand on débute.
non ça ne change rien de rajouter des couches dessus / dessous / coté puisque cura va les mettre a l'interieur de la pièce !
Plusieurs pistes pour qu'un cube de fasse pas les bonnes dimensions :
- Courroie pas assez tendue
- réglage step/mm de la machine incorrect (peut probable mais possible)
- Si c'est trop grand peut etre une sur extrusion, si cest trop petite une sous extrusion (a régler avec le % de "flow" de matiere)
- Si X et Y sont ok et que c'est le Z qui pose un soucis de précision il faut vérifier le nombre de couche que cura génère ! 20mm / 0.2 par exemple ça devrait faire 100couches tout pile
- Regarde la hauteur de la couche initiale peut etre
- le réglage du plateau mal fait, si ta première couche est trop écrasée l'imprimante va penser qu'elle est a 0.2 mm par exemple alors qu'elle est a 0.05, tu a vite faire d'avoir 1, 2 voir 3 couche trop écrasée, et tu perd de la précision en Z.
Souvent quand tu a l'effet "patte d’éléphant" c'est que les premières couches sont trop écrasées et tu perd un peut en hauteur.
Après, tu ne peut pas avoir avoir une précision de l’extrême sur une imprimante 3D, ça dépend de plein de facteurs.
Comme la qualité du plastique, tout matière en refroidissant a tendance a se contracter légèrement et donc la taille se réduit légèrement.
Et la qualité de l'imprimante, et encore même des ultimaker a 4000 balles ne garantissent pas une précision extrême !
Bref en vérité 0.5 en Z c'est pas dégueu, en tout cas ça suffi largement pour faire une machine comme la mienne, 0.5 de plus ou de moins en Z ne changera strictement rien, le plus important etant le X et Y