TopsCNC Heavy Version : Snorky 🇫🇷
Salut,
C'est parti pour ma version de la TopsCNC Heavy.
Elle sera multi couleur avec un objectif de moins de 500€ y compris la Makita...Malheureusement j'en suis à près de 600€ car j'ai notamment recommandé en urgence des M4x10, des écrous pour rail alu, un flexible pour l'aspirateur... sur Amazon (plus cher mais plus rapide que AliExpress).
Le montage a été réalisé à partir de la vidéo de Topsie : TopsCNC Heavy - Enorme CNC DIY Imprimée en 3D
Conseil important : calibrer parfaitement votre imprimante pour éviter des soucis par la suite (je galère quasiment à chaque étape).
Pour tenir mon objectif de budget, j'ai commandé la plupart des pièces en Chine.
La contrepartie c'est que c'est très très long...
Pour le reste Amazon et PcCNCShop pour les Vslot.
Par rapport à la liste de Topsie, je vous conseille de prendre des vis en plus.
Pour l'impression, j'ai eu plusieurs problèmes.
J'ai acheté 5Kg de PLA mixte de couleur en promo (cela explique ma CNC multi couleur)
. Sur le lot, j'ai eu 2Kg où le PLA se cassait régulièrement.
Mon Alfawise U30 à une détection de fin de fil donc un peu galère car il faut surveiller les impressions.
Sauf que parfois, le filament se cassait mais laissait un bout devant le détecteur donc l'imprimante continuait sa course...Quand ça arrive sur de grosses pièces et qu'il faut recommencer, je vous laisse imaginer mon état le matin en découvrant qu'il fallait recommencer la pièce.
J'ai essayé de bidouillé le Gcode, parfois avec succès et parfois beaucoup moins.
Ensuite le buildtack de mon plateau était abimé (trou et bosse), j'ai raté également quelques pièces aussi à cause de cela.
Bref, après un changement de filament, remplacement de la buse et remplacement du buildpack (par une version flexible, top pour décoller les pièces), l'impression est enfin terminée.

Il manque les Vslots sur la photo (oubli de ma part) et les Vis T8 (en attente de livraison)
Le montage peut commencer !!!
Vidéo : 3min37 à 6min00
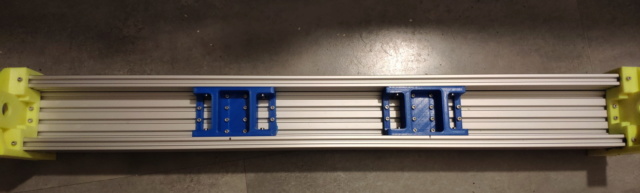
- Vslot 2080x1000 (1)
- Vslot 2060x1000 (2)
- Cbeam_Bracket (2)
- YAxis_ExteriorTop_Right (1) / YAxis_ExteriorTop_Left (1)
- Vis M4x16 (60)
- Ecrou M4 pour rail alu (60)
- Vis M5x20 (20) ==> Topsie conseille des M5x20/25, je conseillerais plutôt des M5x25. C'est plus simple à visser les YAxis_InteriorTop aux rails quand vous avez du mal à insérer à fond le rail dans les YAxis_InteriorTop.
Probablement lié à un problème de calibrage de mon imprimante mais j'ai beaucoup joué de la Dremel pour faire rentrer les rails dans les YAxis_InteriorTop.
J'avais des espaces entre 19.5 et 19.7mm au lieu des 20mm donc vous imaginez bien que les rails ne rentraient pas du tout !!!
Vidéo : 6min00 à 8min26

- Vslot 2040x1000 (4)
- Ecrou M4 pour rail alu (58)
- Vis M4x16 (26) ==> ne pas mettre sur l'axe Y de gauche la vis en haut à gauche (sur la photo, elle est mise) afin de fixer plus tard les FrontLeft_Feet_Dragchain_Holder / RearLeft_Feet_Dragchain_Holder
- Vis M4x10 (32)
- DoubleYRail_Bracket (4)
- FrontLeft_Or_RearRight_Feet (2) / FrontRight_Or_RearLeft_Feet (2)
N'hésitez à jouer de la lime pour faire rentrer les Vslot tranquillement sans forcer.
J'ai cassé le premier car je n'avais pas assez limé (tout dépend du calibrage de votre imprimante)
Pour les autres, j'ai bien limé et ajouté de la graisse et là plus de problème.
Vidéo : 8min26 à 10min03
- YAxis_ExteriorTop_Left (1) / YAxis_ExteriorTop_Right (1)
- Wheel spacer (8)
- Roues en Nylon avec roulement à bille de diamètre interne de 5mm (4)
- Vis M5x50 (4)
- Ecrou M5 (4)
- Rondelle M5 (8) ==> j'en ai rajouté 10 de plus derrière les wheel spacer pour compenser un mauvais calibrage des wheel spacer
- Ecrou M5 (8) ==> si vous avez des difficultés à les rentrer, vous pouvez les chauffer un peu au fer à souder
Vidéo : 10min03 à 10min43
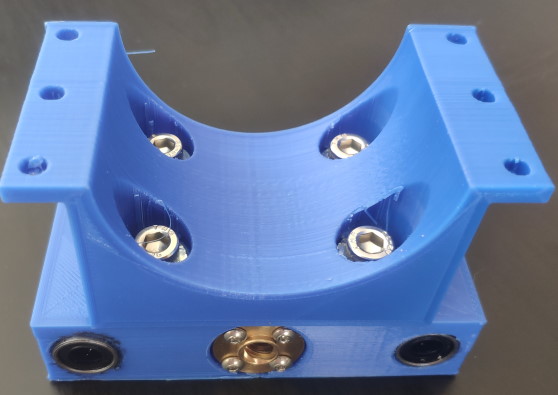
- ZAxis_Cart (1)
- Ecrou M6 (4) ==> si vous avez des difficultés à les rentrer, vous pouvez les chauffer un peu au fer à souder
- Ecrou T8 (2)
- Vis M3x10 (8)
- Roulement a bille LM8UU (4)
- Spindle_Holder_Part1 (1)
- Vis M6x35 (4)
- Rondelles M6 (4) ==> prendre des 14mm de diamètre extérieur
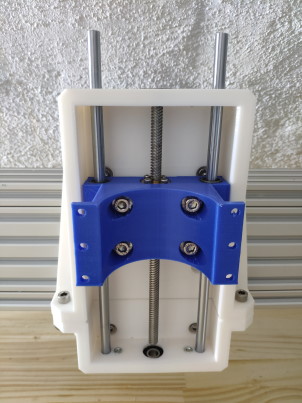
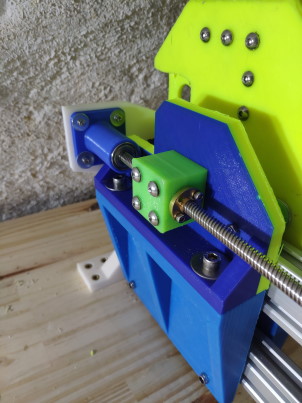
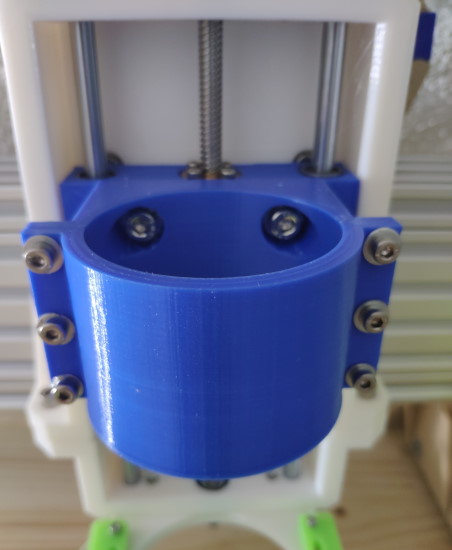
Vidéo : 10min43 à 11min10
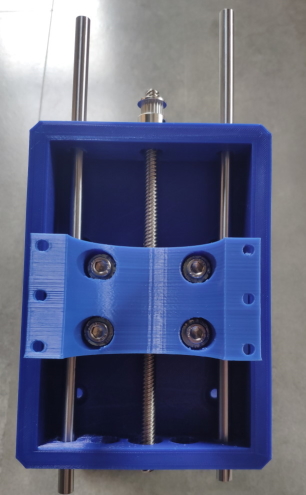
- XAxis_FrontTop (1)
- Tige lisse 220mm (2)
- Vis Trapezoïdale pitch de 2mm et lead de 8mm de diamètre 8mm et de longueur 200mm (1)
- Poulie GT2 20 dents, avec diamètre interne de 8mm (1)
- Roulement 608ZZ (1)
- Roulement à bille avec vis de serrage KFL08 (1)
- Montage de l'étape 6
Si vous souhaitez avoir un axe Z plus important, vous pouvez utiliser les fichiers MoreDepth
- Xaxis_FrontBottom_MoreDepth (1)
- XAxis_FrontTop_MoreDepth (1)
- Vis M5x30 (2)
- Ecrou M5 (2)
- Rondelles M5 (2)
- Poulie GT2 20 dents, avec diamètre interne de 8mm (1)
- Vis Trapezoïdale pitch de 2mm et lead de 8mm de diamètre 8mm et de longueur 250mm (1)
- Tige lisse 250mm (2)
- Roulement 608ZZ (1)
- Roulement à bille avec vis de serrage KFL08 (1)
- Montage de l'étape 6
Vidéo : 11min10 à 12min24
- XAxis_RearTop (1)
- Ecrous M5 (8) ==> les faire chauffer au fer à souder pour les rentrer plus facilement
- Vis M5x80 (2)
- Wheel_spacer (4)
- Rondelles M5 (8) ==> pas obligatoire mais compense mes wheel_spacer légèrement trop fin et me permet d'avoir un écartement plus important
- BetweenWheel_Spacer (4)
- Roues en Nylon avec roulement à bille de diamètre interne de 5mm (6)
- Montage de l'étape 7
Vidéo : 12min24 à 13min54
- XAxis_FrontBottom (1) ==> pas besoin avec la version XAxisFrontTop_MoreDepth (étape 7 alternative)
- XAxis_RearBottom (1)
- XAxis_Wedge (2)
- Wheel_spacer (4)
- BetweenWheel_Spacer (4)
- Rondelles M5 (8) ==> pas obligatoire mais compense mes wheel_spacer légèrement trop fin et me permet d'avoir un écartement plus important
- Roues en Nylon avec roulement à bille de diamètre interne de 5mm (6)
- Vis M5x80 (2)
- Ecrous M5 (2)
- Rondelles M5 diamètre extérieur de 12mm (2)
- Vis M6x30 (4) ==> (2) avec la version XAxisFrontTop_MoreDepth (étape 7 alternative)
- Rondelles M6 (4) ==> (2) avec la version XAxisFrontTop_MoreDepth (étape 7 alternative)
- Ecrous M6 (4) ==> (2) avec la version XAxisFrontTop_MoreDepth (étape 7 alternative)
- Montage de l'étape 8
Vidéo : 13min54 à 15min15

- YAxis_Bottom (4)
- M5x50 (4)
- Rondelles M5 (16) ==> dont 8 pas obligatoire mais compense mes wheel_spacer légèrement trop fin et me permet d'avoir un écartement plus important
- Wheel_spacer (8)
- Roue Nylon avec roulement à bille de diamètre interne de 5mm (4)
- Ecrou M5 (4)
Pour fixer la partie précédente à l'axe Y - ExteriorTop (étape 5) :

- M6x30 (8)
- Rondelles M6 (16)
- Ecrou M6 (8)
Vidéo : 15min15 à 16min07
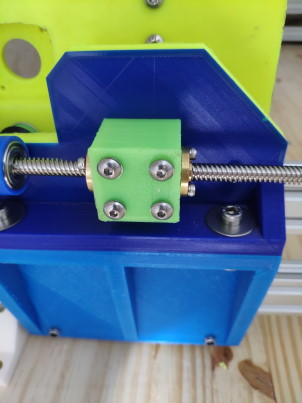
- T8Nut_Holder (2)
- Ecrou T8 (4)
- Vis M3x10 (8) ==> 2 par écrou T8 mais vous pouvez en mettre 4 par écrou
- Vis trapézoïdale T8 de la longueur de vos profilés des axes Y - 100mm
Pour fixer les T8Nut_Holder à l'axe Y - ExteriorTop (étape 5) :
- Vis M5x40 (8)
- Rondelles M5 (8)
Vidéo : 16min07 à 16min30
- End_LeadScrew_Holder (2)
- Roulement a bille standard avec diamètre interne de 8mm (comme les 608ZZ de skate) (2)
Pour fixer les End_LeadScrew_Holder aux FrontLeft_Or_RearRight_Feet / FrontRight_Or_RearLeft_Feet de l'arrière de la CNC :
- Vis M3x16 (8)
- Ecrou M3 (8)
- Rondelles M3 (16)
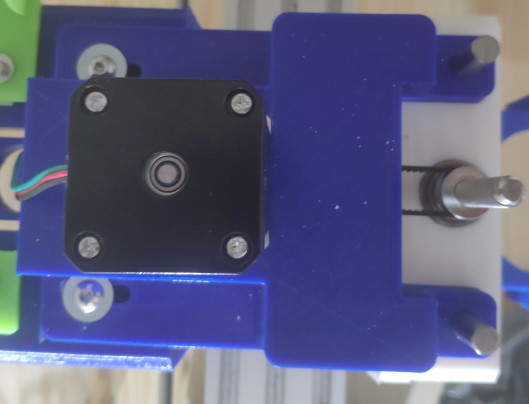
Vidéo : 16min30 à 16min52

- Moteur NEMA17 (2)
- Coupleur rigide 8mm -> 5mm (2)
Pour fixer les moteurs aux FrontLeft_Or_RearRight_Feet / FrontRight_Or_RearLeft_Feet de l'avant de la CNC
- Vis M3x10 (8)
- Rondelles M3 (8)
Vidéo : 16min52 à 17min10

- T8Nut_Holder (1)
- Ecrou T8 (2)
- Vis M3x10 (4) ==> 2 par écrou T8 mais vous pouvez en mettre 4 par écrou
- Vis trapézoïdale T8 de la longueur de vos profilés des axes Y - 100mm
Pour fixer les T8Nut_Holder à l'axe X - XAxis_RearTopExteriorTop (étape 8) :
- Vis M5x40 (4)
- Rondelles M5 (4)
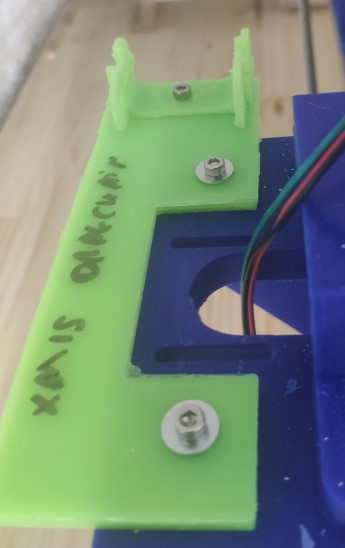
Vidéo : 17min10 à 17min38
Axe X - Partie gauche

- Moteur NEMA17 (1) ==> positionner le moteur sur la gauche de la CNC
- Coupleur rigide 8mm -> 5mm (1)
- YAxis_DragchainHolder_Left (1)
- Vis trapézoïdale T8 de la longueur de vos profilés de l'axes X - 100mm
Pour fixer le moteur NEMA17+YAxis_DragchainHolder_Left au YAxis_InteriorTop_Left :
- Vis M3x16 (4)
Axe X - Partie droite

- YAxis_DragchainHolder_Right (1)
- End_LeadScrew_Holder (1)
- Roulement a bille standard avec diamètre interne de 8mm (comme les 608ZZ de skate) (1)
Pour fixer le End_LeadScrew_Holder+YAxis_DragchainHolder_Right au YAxis_InteriorTop_Right :
- Vis M3x20 (4)
- Ecrou M3 (4)
- Rondelles M3 (4)
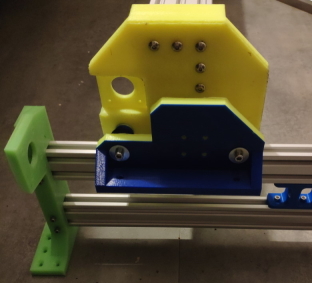
Vidéo : 17min38 à 18min30
- XAxis_ZAxisMotor_Holder (1)
- Moteur NEMA17 (1)
- ZAxis_MotorWasher (1)
- Vis M3x10 (4)
- Rondelles M3 (4)
- Poulie GT2 20 dents, avec diamètre interne de 5mm (1)
- Courroie GT2 FERMEE de 200mm ~ 220mm (1) ==> tendre la courroie avec la poulie du XAxisFrontTop (étape 7)
Pour fixer le XAxis_ZAxisMotor_Holder au XAxis_RearTop (étape 8)
- Vis M5x25 (2) ==> prendre au minimum 25 mais plus c'est mieux
- Rondelles M5 (4)
- Ecrou M5 (2)
Etape 17 : XAxis_Dragchain_Attach
Vidéo : 18min30 à 18min44
- XAxis_Dragchain_Attach (1) (grande partie sur la droite de la machine)
- Vis M3x25 (2) ==> prendre des M4x20 ou M4x25 mais je n'en avais plus de suffisament longue
- Rondelles M3 (4)
- Ecrou M3 (2)
- NewDragchain_Link_Screwable (1)
- Vis M3x10 (1)
- Ecrou M3 (1)
Etape 18 : XtoY_Dragchain_Support
Vidéo : 18min44 à 19min16

- XtoY_Dragchain_Support (1) ==> à mettre sur la gauche de la CNC sur YAxis_DragchainHolder_Left
- Vis M4x16 (3)
- Rondelles M3 (6)
- Ecrou M3 (3)
- Rails xxxxx
- NewDragchain_Link_Screwable (2)
- Vis M3x10 (2)
- Ecrou M3 (2)
Etape 19 : Dragchain_Fixture
Vidéo : 19min16 à 19min26

- Dragchain_Fixture (1) ==> à mettre sur la droite de la CNC sur YAxis_DragchainHolder_Right
- Vis M3x16 (1)
- Ecrou M3 (1)
Vidéo : 19min26 à 19min34
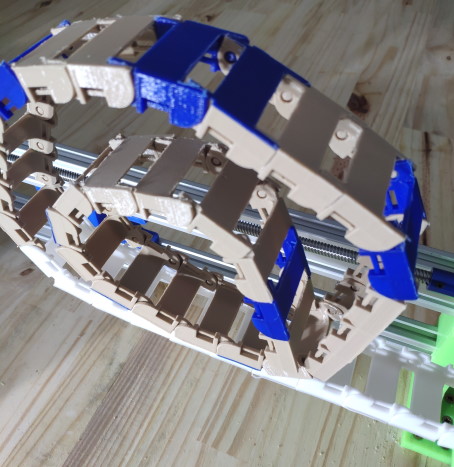
- NewDragchain_Link (en fonction de la longueur de vos profilés)
- NewDragchain_Clasp
Vidéo : 19min34 à 20min09
- Spindle_Holder_Part2 (1)
- Makita (1)
- Vis M4x16 (6)
- Ecrou M4 (6)
- Rondelles M6 (12)
Vidéo : 20min09 à 20min15
- FrontLeft_Feet_Dragchain_Holder (1) ==> comme son nom l'indique :) devant à gauche
- Vis M4x20 (1)
- Ecrou M4 pour rail alu (1)
Vidéo : Pas de vidéo
- RearLeft_Feet_Dragchain_Holder (1) ==> comme son nom l'indique :) à l'arrière à gauche
- Vis M4x20 (1)
- Ecrou M4 pour rail alu (1)
Vidéo : TopsCNC - CNC DIY Améliorations URGENTES et INDISPENSABLES : 0min45 à 2min43

- DustCollector_Holder (1)
- DustCollector_Holder_MoreDepth (1)
- DustCollector_Part1_Topside (1)
- DustCollector_Part2_Underside (1)
- DustCollector_Part3_Tube (1)
- Vis M3x16 (7)
- Vis M3x10 (4)
- Ecrou M3 (11)
Pour fixer le DustCollector_Holder_MoreDepth au Xaxis_FrontBottom_MoreDepth
- Vis M4x16 (2)
Pour fixer le DustCollector_Holder au DustCollector_Holder_MoreDepth
- Vis M3x20 (4)
- Ecrou M3 (4)
- Rondelles M3 (4)
Video : https://www.youtube.com/watch?v=QQt1ZcaJhSE
Article : https://createforcuriosity.com/fr/article/9oMwl8kL/details
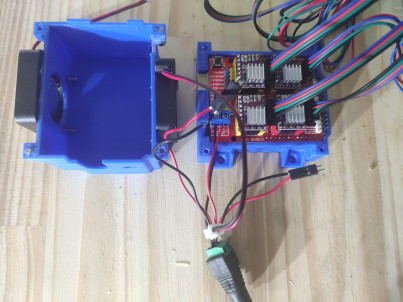
- ArduinoBox_part1 (1)
- ArduinoBox_part2 (1)
- Vis M3x10 (2) ==> pour fixer les 2 parties ensemble
- Vis à bois (4) ==> pour le fixer à l'établi
- Ventilo 40mm (2)
- Arduino (1)
- CNC shield V3 Protoneer (1)
- DRV8825 (4)
- Jumper (14) ==> 4 par moteur + 2 pour dupliquer l'axe Y sur l'axe A
- Alimentation 12V (1)
It's alive !!
Via CNCjs, on vérifie que les moteurs tournent correctement et on savoure...
On peut maintenant profiter de sa machine et se lancer dans de super projet !!!
Merci encore à Topsie pour ton travail et ton partage !!
Petit établi tout simple pour recevoir la CNC

- Taille 160x120
- Vis à bois M4x20 (24) pour fixer les 4 FrontLeft_Or_RearRight_Feet / FrontRight_Or_RearLeft_Feet au plateau
- Plateau style MFT en MDF (à venir) pour maintenir les pièces à usiner
Salut Snorky ,
Je pense mettre aussi mettre les 3 cavaliers pour chaques moteurs, je pense donc que l on aura la meme CNC pas pour les dimensions lol..
As tu une photos de tes reglage de CNCJS (101,102.....)
Merci d'avance
J'ai suivi à la lettre le tuto de Topsie sur la partie électronique (y a une vidéo et un article).
Je suis sur une Makita donc même config que Topsie
Ok merci.
Je suivais également ça lol ..c été au cas ou tu avais modifié certaines choses..
Tu me surestimes 😄
Pour le moment je suis tout à la lettre
Salut ! très beau travail ! à votre avis quel est le max de longueur qu'on peur avoir sur cette CNC en X et Y ? Je vais fabriquer la mienne et j’hésite entre des vis T8 de 1000mm et 1200mm
Salut @Snorky! Bravo pour ta découpe, mais on veut une photo!!! 😅
Pour la précision de la découpe, vérifie du côté des dimensions de ta fraise, et vérifie ce que tu as mis dans le logiciel. Pour mon premier essai, j'avais mis une fraise de 12mm, et lors de la découpe, j'avais +0.3mm de tolérance en découpe, et -0.3mm en pocket. J'ai mesuré la fraise après découpe, et il se trouve qu'elle faisait environ 11.85mm, d'où la différente avec les côtes originales 😉
En ce qui concerne les cavaliers pour le micro-stepping, à voir à l'utilisation, mais le fait d'utiliser le 1/32 n'est pas forcément le meilleur des choix. Cela divise le couple du moteur, et cela oblige à GRBL de travailler beaucoup plus, car plus d'instructions à envoyer. Déja qu'avec les nema à 200 pas par rotation et sans micro-stepping, on atteint une précision de 0.04mm (avec des vis trapez en 8mm de lead), avoir 1/32 ou 1/8 par exemple, va faire les tolérances théoriques passer à:
0.005mm pour 1/8;
0.00125mm pour 1/32;
Va tu réussir à atteindre ces précisions? 😇
@Guillaume: je t'ai répondu sur ton topic! N'oublie pas que tu as le choix entre T8 et T12 si ton besoin le justifie, mais en T8, tu peux aller jusque 1500mm, en utilisant une technique pour diminuer le whip. 🙂
@DavidC : bien joué le coup de la taille de fraise.
Elle ne fait pas 6mm (usure certainement).
Je poste la photo du raté bientôt
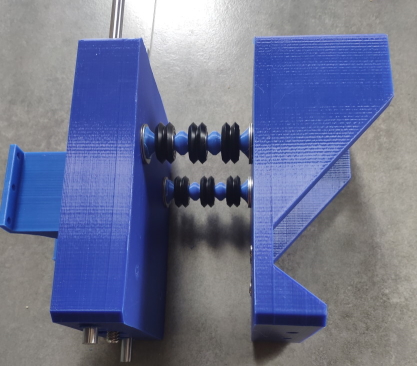
Voici les 2 premières versions de mes essais.
Celui de gauche avec l'un de mes Y qui s'est dévissé (on sent l'amateurisme 😅) et celui de droite !!!!

Par contre, petite question :
Au départ, ma fraise est bien en bas à gauche avec
- Position machine 0 / 0 / -5
- Position de travail 0 / 0 /0
Quand je lance le fichier, ma fraise remonte puis se déplace bien au centre de la pocket (donc sans toucher la pièce).
Par contre, après, elle commence à tourner au dessus de la planche en descendant progressivement (elle fait donc quelques spirales au dessus de la planche).
Je m'attendais à ce que la fraise se déplace au centre de la pocket, descende de 5mm puis commence à faire les spirales.
D'un autre côté, ce n'est pas grave du tout car à la fin j'ai bien ma pocket de 10mm de profondeur comme demandé mais je voudrais être certain que ce ne soit ni un coup de bol, ni mon pied à coulisse potentiellement pas d'un précision chirurgicale...
C'est normal si tu utilise Fusion 360 ou peut être d'autre logiciel !
Il y a une genre de "garde" pour que le fraisage ne commmence pas au contact ;)
Nikel merci pour l'éclaircissement !